SCFM vs. ACFM - Wet vs. Dry Pump
The objective of this article is to make vacuum systems a little less confusing by providing some foundational vacuum principles. Naturally, the best place to start is with an examination of air compressors! Air compressors take air from an open system (the atmosphere) and discharge it into a closed system, resulting in a higher pressure. The potential energy of high-pressure air is then used to serve an operational purpose. We’re comfortable with air compressors. Many of us own one for household use as they help us paint, operate nail guns, work on cars and tease kids with blasts of cold air on a hot day.
Alternatively, vacuum pumps extract air or gases from a closed system and exhaust to atmosphere. The resulting less-than-atmospheric pressure in the closed system is then used to serve useful functions. Vacuum systems are used in many of our day-to-day activities and products, including the cruise control in your car, the dentist’s office, wastewater infrastructure and packaged meats. Some of us still remember the drive-thru bank canisters flying overhead like torpedoes full of money. The word vacuum, however, can prompt even experienced equipment personnel to seek a change of topic. How can that be? Vacuum is simply a different region of the pressure spectrum. This article will cover vacuum basics, and, where possible, draw on the differences to air compressors as a familiar reference.
Vacuum Units of Measurement
No conversation about vacuum system basics is complete without addressing the often-confusing units of measure. Air compressors provide pressure above and beyond atmospheric pressure. As such, the discharge pressure is almost always expressed using gauge measurement (psig).
Vacuum systems are commonly measured in both absolute and gauge measurements. On the absolute measurement scale, the smaller the numerical value the deeper the vacuum level. With gauge measurements, the larger the numerical value the deeper the vacuum level. Typically, applications requiring deep vacuum levels will express vacuum in absolute terms like torr or mmHg, while most other industrial applications express vacuum in inches of mercury (gauge).

Diagram 1. Vacuum systems are calculated in both absolute and gauge measurements.
Flowrate vs. Horsepower
When it comes to sizing an air compressor, the conversation often revolves around “How many horsepower do you need?” The typical range of air compressor discharge pressures is 100-150 psig, a span of 1.5:1. In that range, the delivered flow rate (cfm) per horsepower changes little. Therefore, horsepower can easily be used as a proxy for sizing.
Industrial vacuum applications cover a large range of operating vacuum levels. For example, chemical applications might require deep vacuum of 0.25”HgA, while pick-and-place applications might require a shallower vacuum of 15”HgA. That’s a span of 60:1! Across such a wide range of vacuum levels, the flow rate of a vacuum pump can change considerably. Therefore, much more attention is paid to flow rate when sizing a vacuum pump.
SCFM vs. ACFM
Since the inlet to an air compressor is generally atmospheric pressure, the Compressed Air and Gas Institute (CAGI) has adopted a set of conditions for standardizing air compressor performance data published by manufacturers. Therefore, most air compressor technical data sheets reflect scfm at 14.5 psia and 68°F (20°C).
Since the inlet pressure of a vacuum pump can vary depending on the application, the flowrate on most vacuum pump data sheets is commonly adjusted to actual conditions, acfm. It’s important that anyone involved in specifying and sizing vacuum pumps is aligned with the terminology being used, as misunderstandings can be costly.

Diagram 2. Vacuum system flow rate is typically adjusted to actual conditions.
Note that vacuum pump manufacturers often publish marketing literature describing a “nominal” flow rate. This is generally the highest acfm at any point along the performance curve. Since the shape of the curve can differ among vacuum pump technologies and manufacturers, it’s best to avoid the comparison of nominal flow rates whenever possible. Instead, look at each curve and compare the actual flow rate at the specific desired vacuum level.
Altitude Adjustments
If your facility uses gauge measurements to evaluate vacuum, extra precaution might be necessary to size a vacuum pump when located at higher altitudes. This is because of two factors. First, the barometric pressure (the reference for gauge measurement) is different at higher altitudes. Second, manufacturer performance curves are typically created with sea-level barometric pressure conditions. A good approach to avoid complications is to convert the gauge measurement to absolute and then compare them to the pump curve. As a rule of thumb, you can estimate the local barometric pressure by subtracting 1”Hg from 29.9”Hg for every 1,000 feet above sea level.
Example: A production facility located 2,500 feet above sea level requires 45 acfm at 23”HgV. If altitude is not considered, a process engineer might reasonably select a pump with the performance shown in Table 3 (the green point). As described above, the barometric pressure at the facility would be estimated to be as 29.9”Hg – 2.5”Hg = 27.4”HgV. When reviewing the manufacturer’s standard performance curve, the engineer needs to ensure the vacuum pump can provide 45 acfm at 4.4”HgA (27.4”Hg – 23”Hg). In this case, the vacuum pump selection is insufficient to meet the need.
When operating at deep vacuum levels or using vacuum pump technologies with limitations to continuous duty end-pressure, it becomes much more critical to consider altitude.
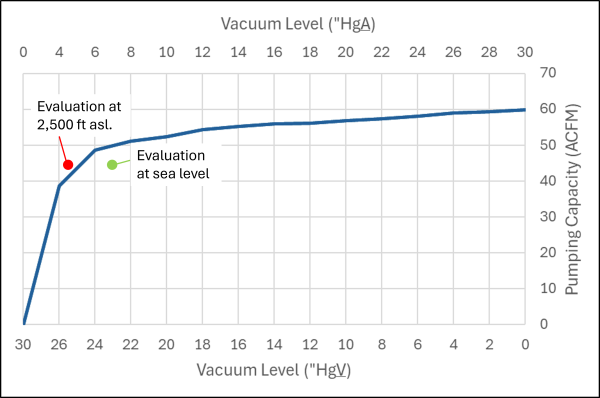
Diagram 3. Engineers need to consider altitude when sizing vacuum pumps.
Pressure Drop
Ever tried drinking a thick milkshake through a skinny straw? It takes a lot of work. Sometimes, it doesn’t work regardless of how hard you try (spoon to the rescue!). When it comes to flow through a pipe, frictional losses are unavoidable. The more frictional losses through the piping, the greater the pressure drop. Since the performance of a vacuum pump can vary considerably at different vacuum levels, it’s important to consider the influence of piping architecture on pump selection.
If the vacuum pump is located far away from the point-of-use, the pipe size is too small or there are many bends and valve obstructions in the line, then the vacuum requirement at the point-of-use can differ considerably from what’s required of the vacuum pump. Diagram 4 illustrates how the vacuum load at the top of a distillation column might differ from the load at the vacuum pump inlet, given the stated pressure drop. If vacuum system piping architecture is not considered, the best-case scenario is the selected vacuum pump has enough capacity to overcome the piping losses. In the worst-case scenario, more pumps, bigger pumps or a different pump technology might be required. Solving that issue after the fact is harder than simply reaching for a spoon!

The vacuum piping system can lead to significant pressure loss.
A few best practices to consider for vacuum system pipework:
- Aim for less than 10% pressure drop from point-of-use in design.
- For single vacuum pump installations, size vacuum system piping to match the inlet size of the vacuum pump.
- For multiple pump installations, have the vacuum pump manufacturer use software to model the vacuum system piping layout of the facility and mathematically confirm piping size and pump selection.
Wet vs. Dry Pump Technologies
It’s been a long day in the chemistry lab, and nobody else is around. Proper procedure is to pour residual solvents from the experiment into a waste container under the fume hood. That means walking all the way to the other side of the lab when the vacuum outlet is within arm’s reach. What would you do?
Vacuum points-of-use are upstream of the vacuum pump. Therefore, anything drawn into the vacuum system and left unobstructed will enter the pump. Many vacuum pumps have been crashed by ingesting solid items, liquid slugs and everything in between (such as greases and pastes). Good design practice is to include mitigation measures such as particulate filters and liquid collection tanks ahead of the pump.
However, one must also consider the compatibility of the process gases with the pump. If the process gas is incompatible with the lubricating or sealing oils, vacuum pump technologies that use oil in the compression chamber (referred to as wet technologies) would be unsuitable. These are technologies such as oil-lubricated rotary vane, oil-lubricated rotary screw and liquid ring vacuum pumps. Instead, a technology that does not use a lubricating or sealing fluid in the pumping chamber (referred to as dry technologies) would be needed. These technologies include rotary claw, dry screw and rotary lobe blowers.
When the correct pump technology is paired with upstream protections, the long-term reliability of equipment is ensured. After all, not everyone makes the same choice in the chemistry lab.
Conclusion
Many products use both compressed air and vacuum systems at some point in their manufacturing and packaging process. With an understanding of the vacuum principles covered here, you can approach your next vacuum project with the same confidence as you approach air compressor projects.

Quincy Compressor’s manufacturing headquarters in Bay Minette, AL.
About Quincy Compressor
Founded in 1920, Quincy Compressor is a leading designer and manufacturer of reciprocating and rotary screw air compressors, vacuum pumps and a full line of air treatment components. Headquartered in Bay Minette, AL, the company has built its reputation on quality and rugged reliability, building tough air compressors and vacuum pumps for the most demanding applications. For more information, visit https://www.quincycompressor.com.

Benjamin Cameron, Quincy Compressor’s Business Line Manager for Vacuum.
About the Author
Benjamin Cameron is Quincy Compressor’s Business Line Manager for Vacuum. He’s worked in the vacuum business for nearly 18 years in application engineering, systems building, product management and sales and marketing. He holds a BS in Chemical Engineering from Virginia Tech and an MBA from Old Dominion University.
To read similar Vacuum Technology articles, visit https://www.blowervacuumbestpractices.com/technology/medium-high-vac.
Visit our Webinar Archives to listen to expert presentations on Vacuum Technology at https://www.blowervacuumbestpractices.com/magazine/webinars.



