Using suction cups and air-driven vacuum pumps is a preferable gripping and handling method of corrugated cardboard materials and boxes in carton-machines like case/carton erectors and rotary cartoners. Robot based applications, like palletizing and de-palletizing, are other examples where the best practice technology for gripping and handling is by suction cups and air-driven vacuum pumps.
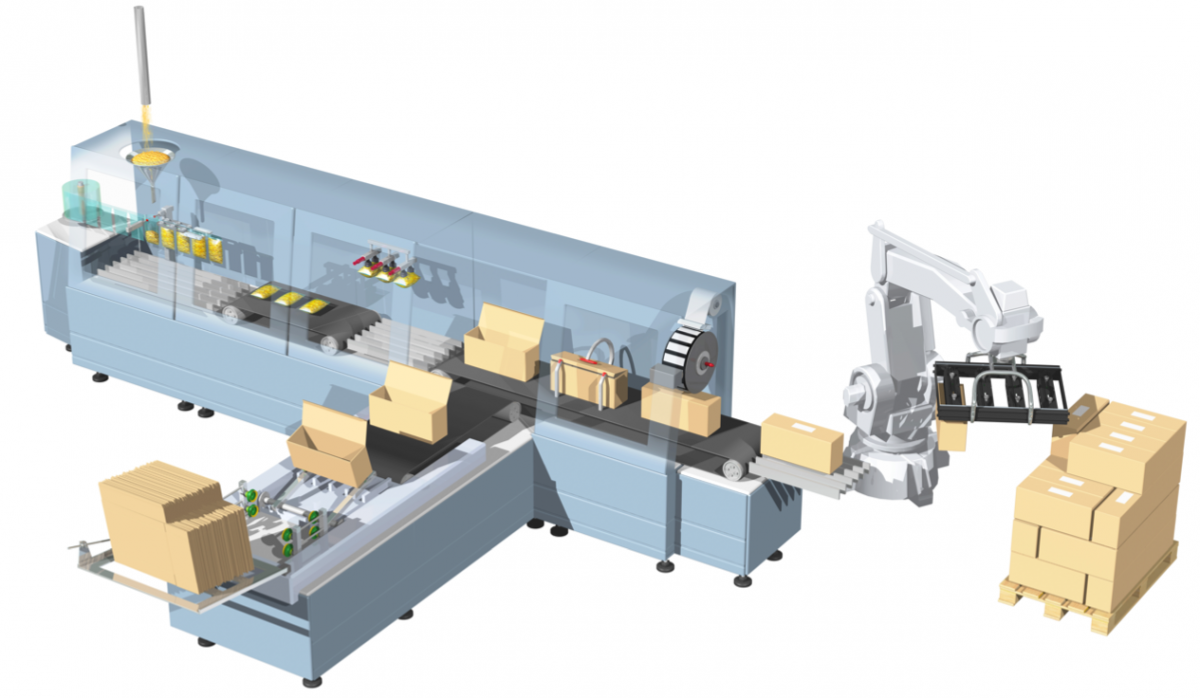
Packaging process with several corrugated cardboard/carton handling applications
Plant Vacuum Systems are not Energy Optimized and Compensate for Worst-Case Scenarios
Corrugated cardboard is a porous material and the rate of flow of air through the material will vary, even within a well-defined quality. When using suction cups, the air leakage will also depend on how well the suction cup lip will seal over the corrugated surface, which can vary from cycle to cycle (carton to carton).
 |
|
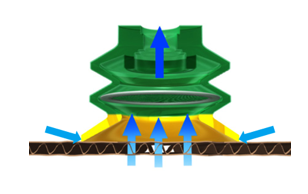
Vacuum leakage when a cup is applied to a corrugated cardboard comes from the porous material and corrugated surface. |
When designing a vacuum handling system for corrugated carton material, the conventional principle is to dimension for the worst case scenario in terms of leakage, to have enough gripping force in every cycle. The compromise will be that the system is “oversized” (=extra money spent on energy to produce vacuum flow) for most of the cycles. A field-test on a carton erecting machine, during 2012 at a global food company making chocolates, showed that the system was oversized up to 43% (energy consumption) to handle “outliers” of leakage variations on the cardboard material.
What if the flow capacity and thereby the energy consumption of an air driven vacuum pump could be automatically adjusted according to the quality of the cardboard for each cycle/sample?
Damage on Cardboard Surface from Cups Due to High Vacuum Pressure
Suction cups provide a gentle gripping solution versus other methods and will not damage the surface of the cardboard if properly used. The possible gripping/lifting force from suction cups is, for most cardboard handling applications, more than enough. The gripping force can be controlled by the size of the cup and the vacuum pressure. Damage on the first layers of floated paper on the cardboard surface, from suction cups, is related to the vacuum pressure. So there is a balance between lifting/handling force and possible damages to the surface which is hard to fine-tune for each cycle/sample. Quite often needlessly high vacuum pressure is used to achieve sufficient suction force rather than sufficiently large cups. That increases the risk for
 |
|
Typical marks/damages from cups on a corrugated cardboard box. |
|
cardboard surface damage, when vacuum pressure increases in the cup result from much lower than expected/average leakage flow, in a specific cycle.
What if a fixed/constant vacuum level could be guaranteed independent of cardboard quality in each cycle? That would avoid making damage/marks and still secure sufficient vacuum pressure to maintain maximum production speed.
Huge Energy and Cost Savings Occur when Reducing Vacuum Pressure without Compromising on Lifting Capacity
The lifting force (F) from a suction cup is defined by two factors:
(1) F (N) = A x P
F = Force in Newton (N)
A = Suction cup area (m2) => For a circular suction cup app: (π*Diam2)/4
P = Vacuum pressure (Pa = N/m2)
By formula (1) and the fact the Area is a “square” unit, it is clear that the force will be increased or decreased more by changing the suction cup area versus changing the vacuum pressure. So a small decrease in vacuum pressure will not affect the force much.
An example:
A cup with suction cup Ø40mm will reduce lifting force by app 15 % if vacuum pressure is reduced from 65 -kPa [19.2 -inHg] to 55 -kPa [16.2- inHg]. On the other hand - going from a Ø40 mm to a Ø50 mm cup at 55 -kPa [16.2- inHg] will increase the force with >35%.
Simple conclusion – use as low of a vacuum pressure as possible and as large of a suction cup as possible
Lowering vacuum pressure on leaking materials will affect the energy consumption of air driven pumps tremendously. The ability to remove air-leakage from a vacuum pump goes down drastically when vacuum pressure is deep. This is valid for all kind of vacuum pumps, not just air-driven.
An example: The air/energy saving will be in the range 25-30% if vacuum pressure can be reduced from 65 -kPa [19.2 -inHg] to 55 -kPa [16.2- inHg] on a corrugated material/box with diameter 50mm cups. In a normal sized application, that runs 2000 h per year, it can mean > €100 ($125] in saved cost of energy per year (exact cost saving depends on local cost per kWh).
Traditional Regulating of Air-driven Vacuum Pumps
 |
|
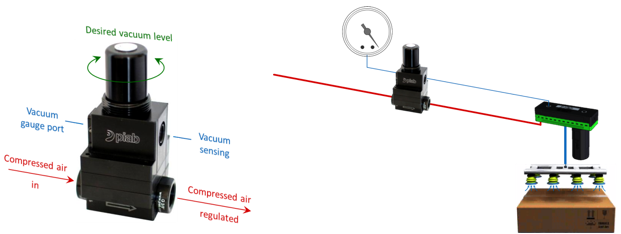
A traditional air-regulator |
Traditionally the feed pressure adjustment for air-driven vacuum pumps is made by a manual controlled air pressure regulator. The air regulator will regulate high pressure supply lines and give a set/regulated constant air pressure to a device, for instance an air driven pump, independent of air pressure flow. In previous sections we have proved that for corrugated cardboard handling applications with vacuum and cups, it would be most economical, energy efficient and gentle (no marks/damages) if the feed pressure to the air-driven pump could vary from cycle to cycle to keep the vacuum level constant. With a manual controlled regulator it would require a full-time person adjusting the feed pressure by hand for each cycle– makes no sense in any industrial, emerging or under-developing country!!
A New Regulating Solution with Great Advantages - “Constant Vacuum” Pressure Regulators
piSAVE optimize is a new type of air pressure regulator tailor made for air-driven vacuum pumps/ejectors. Instead of manually adjusting a constant air pressure for the vacuum pump/ejector, the operator can manually adjust and set a constant vacuum level. The regulator will sense vacuum from the pump/system on a sensing port and regulate to maintain a constant vacuum level by increasing or decreasing the air pressure to the vacuum pump momentarily. Initially it starts with full pressure until the set vacuum level is reached in order to have full force and pick-up speed when suction cups are applied to the surface.
piSAVE optimize, a constant vacuum pressure regulator for air-driven pumps/ejectors
An analogy can be made with radiators/heaters to better understand the benefit with a vacuum controlled regulator for air-driven pumps versus a traditional regulator. On an old style heater/radiator, the fluid flow (=heating capacity) was manually adjusted by a person using a rotating knob. When the temperature in the room increased or decreased due to changes in outdoor temperature, the knob for fluid-flow had to be adjusted manually by a person – time consuming and irritating….. In a modern system the desired indoor temperature is set one time and the radiator’s fluid flow (=heating capacity) is automatically adjusted to maintain the set room temperature.
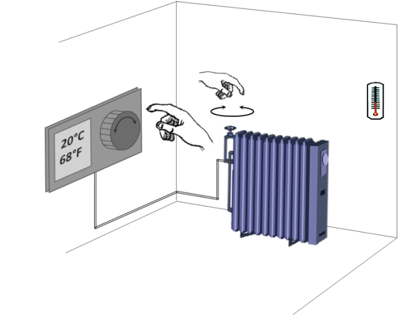
Radiator analogy
The same thing goes for a vacuum system handling corrugated cardboard. We have understood that constant vacuum pressure is best from all perspectives and that can be achieved by adjusting the feed pressure to the air driven vacuum pump, but with a traditional air regulator it is too time consuming to manually adjust the regulator, cycle by cycle. With piSAVE optimize that is done automatically. The desired vacuum pressure is set one time at an optimized level.
Summary
A constant and as low vacuum pressure as possible (optimized) in a system for handling corrugated cardboard will:
- Eliminate risk for damage/marks on the surface
- Reduce energy consumption by up to 30-50% per case packer (in this example). It will mean > € 100 ($125) [> 1000 kWh] per year in cost [energy] savings for a typical handling application like a case packer machine. Some facilities can have 50 machines so the energy savings add up.
An oversized vacuum system for handling corrugated cardboard is an effect of varying leakage from cycle to cycle (carton to carton) to handle worst case samples. It will create unnecessary deep vacuum pressure (extra energy usage) for most cycles/samples and risk for damage to surface.
A constant vacuum level for materials like corrugated cardboard, with a large leakage variation (both through and over surface) cycle by cycle, can now easily be achieved by using a new type of vacuum controlled air pressure regulator. Piab offers the piSAVE optimize with that feature.
piSAVE optimize has an operation range for set vacuum level from 25 -kPa [7.4 -inHg] to 70- kPa [20.7 -inHg].
It can work with any air driven pump/ejector that has an air-consumption from app 100Nl/min [3.5 scfm] to 900 Nl/min [31.8 scfm] at recommended feed pressure. If smaller ejectors are used, one piSAVE optimize can to be used for two or more small ejectors. The piSAVE optimize can be used with single-stage air-driven vacuum pumps/ejectors as well as multistage vacuum pumps/ejectors. The technology doesn’t matter. piSAVE optimize is a tailor-made and best choice pressure regulator for air-driven pumps.
Beside the positive energy saving effect from an environmental perspective, for new installations the low difference in price versus a traditional air regulator will pay off in a few months. Updating an old system, which already has a regulator, will typically pay off in less than a year in a suction cup handling application for corrugated cardboard.
For more information contact Mike Tuohey, PIAB, (800) 321-7422, www.piab.com
To read more Vacuum Generation articles, visit www.blowervacuumbestpractices.com/technology/vac-generation



