This food & beverage plant is a large (500,000 sq ft) meat processing plant with twenty packaging lines and nine palletizers. The compressed air system is supplied from three separate rooms with seven individual lubricant-cooled, single and two-stage rotary screw compressors. The plant has four blower purge desiccant dryers designed to deliver a - 40°F pressure dewpoint.
Current System Summary
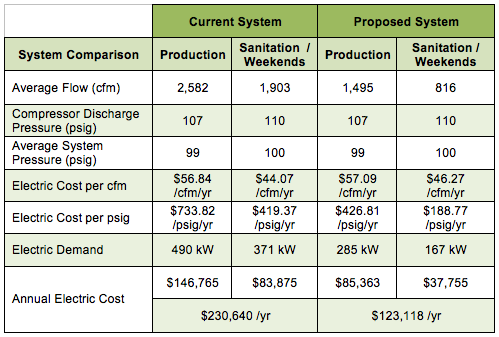
Annual plant electric costs for compressed air production, as operating today, are $230,640 per year. If the electric costs of $32,640 associated with operating ancillary equipment, such as dryers are included, the total electric costs for operating the air system are $263,100 per year. These estimates are based upon a blended electric rate of $0.06 /kWh.
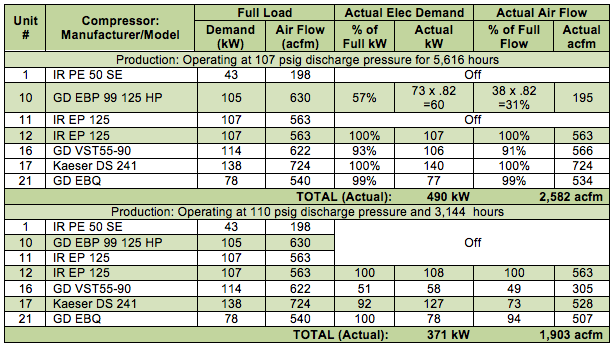
The air system operates 8,760 hours per year. The load profile or air demand of this system is relatively stable during all shifts. Overall system flow ranges from 2,554 acfm during production to 1,903 acfm during sanitation. The system pressure runs from 96 to 100 psig in the headers during production.
Production is 16 hours per day, 6 days a week; sanitation is 8 hours per day, 6 days a week; and non-production is on Sunday. Energy cost estimates are based upon a blended rate of $0.06 per kWh.
Table 1. Compressor Use Profile – Current System
Primary Air Compressor Supply
Compressor Capacity Control
The two most effective ways to run air compressors are at “Full Load” and “Off.”
Capacity controls are methods of restricting the output air flow delivered to the system while the unit is running. This is always a compromise and is never as efficient as full load on a specific power (cfm/hp) basis.
Rotary Screw Controls (Oil-free / Lubricant-cooled)
The two most common control methods used for rotary screw compressors are modulation and on-line/off-line. Modulation is relatively efficient at higher loads, but less efficient at lower loads.
On-line/off-line controls are very efficient for loads below 60% when properly applied with adequate time for blow down. There are several other control types e.g., “variable displacement” (75% to 100% load) and “variable speed drive” (25% to 75% load) that have very efficient turn down from when applied correctly. Two-stage, oil-free, rotary screws generally are not applied with modulation. As a result they use either two-step (full-load/no-load) or VSD capacity controls.
These controls must be installed correctly to operate efficiently. Piping and storage should be available close to the unit with no measurable pressure loss at full load to allow the signal to closely match the air requirements.
The current system has 2-step control on the Gardner Denver and Kaeser. The Ingersoll-Rand compressor units have modulation and automatic control selection, and the Gardner Denver unit (in Room #1) is a variable speed drive. All the compressors are controlled by a central CAM controller.
The current units have capacity controls capable of translating “less air used” into a comparable reduction in electric cost. These controls will work effectively with the current piping and air receiver storage situation.
There are four main dryers in the system.
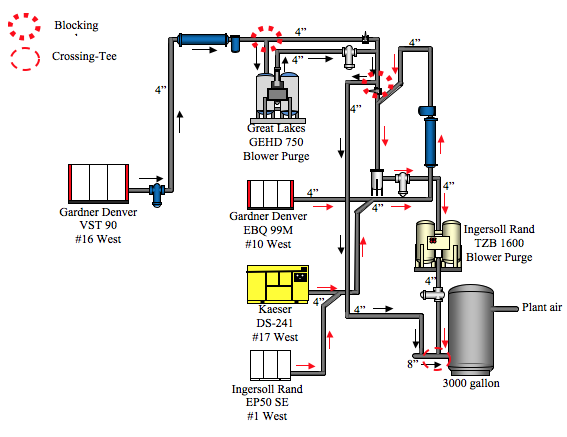
Compressor Room #1
All of these units are 125 psig rated discharge design except - the Gardner Denver EBQ which is a 100 psig design.
- Gardner Denver model VST55-90, 2-stage variable speed drive, lubricated air cooled, rotary screw compressor, 125-hp class producing 622 acfm at full load.
- Gardner Denver model EBQ99 single-stage lubricated rotary screw, air cooled compressor, 125-hp class producing 630 acfm at full load. Currently it is running load/no load control.
- Kaeser model DS241 single-stage belt driven, 180-hp class lubricated rotary screw compressor producing 724 acfm at full load. Operating in load/no load standard control.
- Ingersoll-Rand model EP50SE single-stage, air cooled, lubricated rotary screw compressor, 50-hp class producing 198 acfm.
- Great Lakes model GEHD-750 external heat, blower purge dryer rated for 750 scfm. It has a 5-hp blower and a 24 kW heater. Currently, it is operating using purge air for regeneration with blower cooling. It is using 15% of its rated flow for three hours and the blower for one hour.
- Ingersoll-Rand model TZB1600 external heat blower purge dryer rated for 1,600 scfm. It has a 7.5-hp blower and a 30 kW heater. Purge control is installed but it is running on timer mode. This dryer is using purge air for cooling which is 15% for one hour of cooling.
- The pre-filters to the Ingersoll-Rand TZB dryer are an NLM1500 and a HE2100 coalescing, and the after-filter is a HE2100 particulate.
Compressor Room #2
- Two Ingersoll-Rand model EP125 single-stage, air cooled, 125-hp class rotary screw compressors producing 563 acfm at full load pressure of 125 psig.
- Sahara model BP1690 external heat blower purge dryer rated for 1,690 scfm. A dewpoint demand controller is installed and utilized. This dryer is also equipped with a 5-hp blower and a 30 kW heater.
- The prefiltration is an Ingersoll-Rand NLM1500 and then a Hankison coalescing pre-filter model HSF3 with a Hankison particulate HSF3 after-filter.
Compressor Room #3
- Gardner Denver model EBP, 100-hp class single-stage air cooled, rotary screw compressor producing 440 acfm at full load.
- AirCel model AEHD500 external heat blower purge dryer rated for 500 scfm. Equipped with a dewpoint demand controller and a 9 kW heater and 7.5-hp blower.
- The dryer has an Ingersoll-Rand 500 scfm rated pre-filter and is equipped with a 500-cfm rated after-filter.
Figure 1. Current Compressed Air System – Compressor Room #1
The Proposed Compressed Air Flow-Reduction Projects
The estimated savings potential of the projects related to operating the air compressors totals $107,522 per year. Adding in the savings potential of $12,780 from other projects related to operating the compressed air dryers provides a total savings estimate for the entire set of projects of $120,302. Together, these projects can be completed at a cost of $21,900, resulting in a simple payback of two months.
| Utilize blower cooling on Ingersoll-Rand TZB dryer | 60 acfm |
| Utilize blower cooling and regeneration on Great Lakes dryer | 85 acfm |
| Replace four timer drains with level-activated type | 12 acfm |
| Repair identified leaks, continue leak management program | 150 acfm |
| Install thermostatic control on Vortec cooler in KLIKKLOK | 28 acfm |
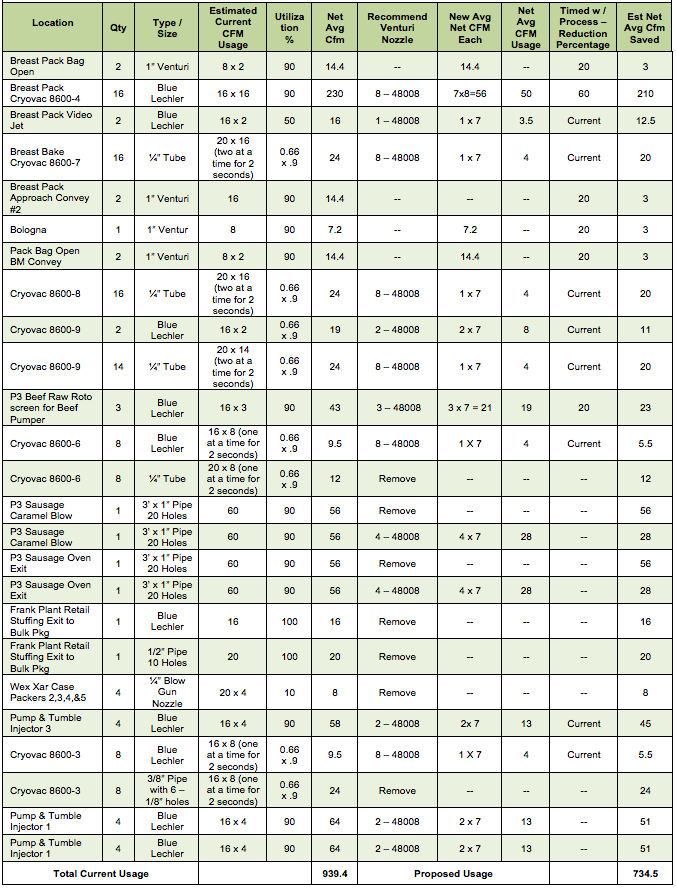
| Install venturi nozzles on identified blow-off air locations | 734 acfm |
| Replace two air motors in Tipper Tie 1 and 2 | 18 acfm |
| Total Reduction | 1,087 acfm |
| Utilize dew point demand on IR TZB dryer | $7,384 / yr |
| Install dew point demand on Great Lakes dryer | $2,440 / yr |
| Install dew point demand on AirCel dryer | $2,956 / yr |
Open Blows
Due to article space limitations, we will only outline the compressed air flow-reduction project focusing on installing venturi nozzles on blow-off air locations.
With open blows, turbulent compressed air blasts straight out of the pipe or tube. It not only wastes huge amounts of compressed air, but also violates OSHA noise and dead ended pressure requirements.
Air jets and air flow-inducing nozzles used in place of open blows can reduce noise level, lower compressed air use, and most often improve blow-off operation in both productivity and quality.
Air Power USA, Inc. has developed the following data over time. It is relative to specific standard products available in the industry. A test of one nozzle may vary somewhat from another nozzle of the same manufacturer, but not significantly. Below are some important points to remember:
- In blow-off, thrust from pressure (psig), is required to loosen the objects to be removed.
- Thrust dissipates very rapidly once the air has left the “blow-off” device.
- In blow off, volume of total air (cfm), compressed air plus induced air, is critical to carrying the blown-off material away within the air stream.
- Use expensive compressed air only as a last resort; mechanical, hydraulic, etc., will always be more energy economical and often safer.
- All blow-off air should be regulated to the lowest effective pressure – higher pressure means higher flow, which may not be heeded; higher pressure air costs more to produce. Blower pressure air is cheaper.
- Use Venturi air amplifier nozzles whenever and wherever possible – properly selected and applied for needed thrust and volume, this will usually reduce blow-off air at least 50%, freeing up more air flow for other more valuable applications.
- All blow-off air should be shut off (automatically) when not needed for production.
- When blower-generated air is available or apparently economically feasible, always compare the net energy cost to alternatives.
- There is substantial potential savings to install automatic compressed air shut-off at various points using blow-off air. This will shut off the compressed air whenever the line stops or the product flow is interrupted. It will automatically blow again when needed, as sensed. If the plant does not have a current PLC or electric eye system in place, we recommend choosing something similar to the Exair Model Electric Eye Controller, which is economical and simple to install.
Table 2: High-pressure blow-off air locations
Summary
Reducing average compressed air consumption was the key to improving the efficiency of this food processing plant. Spending time examining compressed air leaks and the packaging equipment allowed our team to find the major compressed air flow-reduction opportunities. The compressed air equipment was in good working order. The controls on the air compressors and the compressed air dryers simply needed to be used to their full potential.
Table 3. Summary of Key Compressed Air System Parameters and Projected Savings
For more information visit www.airpowerusainc.com.
To read more Food Industry System Assessment articles, visit www.blowervacuumbestpractices.com/system-assessments.



