The food industries can have many messy processes, whether it is poultry evisceration, deboned waste conveying, bottling, or sugar cake filtration. Liquid ring vacuum pumps (LRVP’s) are often utilized as the backbone of these processes because they can handle the soft solids, debris, and particles that can easily get sucked into the vacuum pump. So how does a LRVP work, why does it work in these processes, and how to make sure they keep working?
How Does a Liquid Ring Vacuum Pump Work?
Over the years, some call the liquid ring a “water piston pump”, because it acts as a liquid piston under the centrifugal force from the rotor assembly. Here is how it accomplishes this. In this cross-sectional view of a Nash conical LRVP, note the rotor assembly (white outlined circle) sits off-centered from the pump body (red outlined circle).
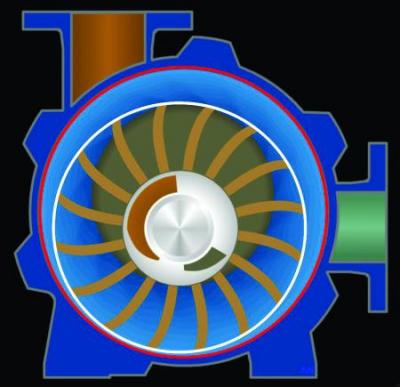
Figure 1. The blue ring between the housing and rotor is a ring of liquid, typically water, that is created from the spinning rotor. The space between two rotor blades is called a bucket.
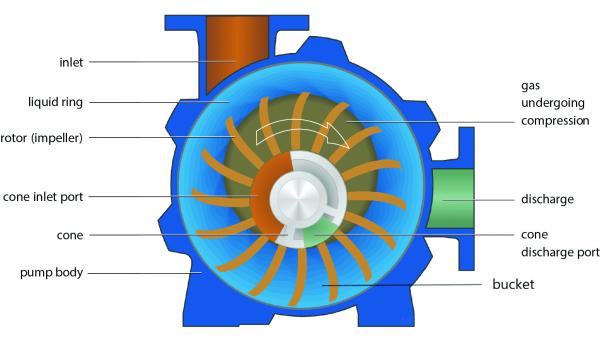
Figure 2. During operation, when a bucket (the space between the two highlighted rotor blades) is at the bottom of the rotation, it is filled with water.
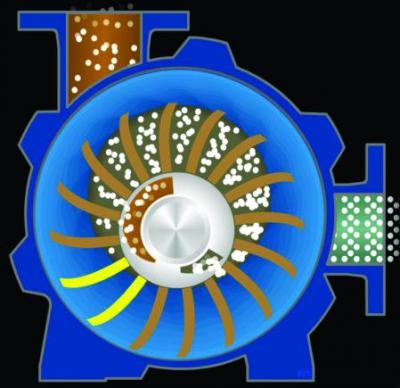
Figure 3. As the bucket moves toward the top of the rotation, water retreats away from the center of the rotor due to the centrifugal force of the spinning rotor. This pulls gas into the bucket through the inlet port.
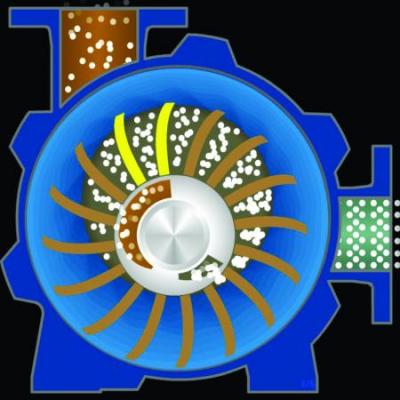
Figure 4. As the bucket returns to the bottom of the rotation, water is forced back into the bucket, the gas is pushed out of the pump through the discharge port in a gas and water mixture.
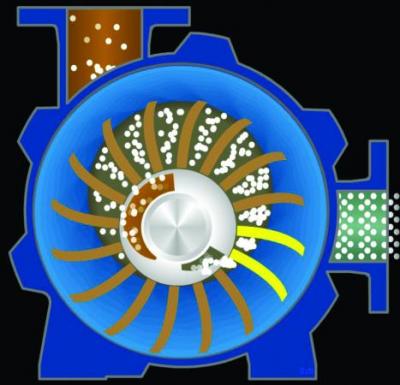
Figure 5. The water in each bucket acts as the mechanical piston in a cylinder, constantly pulling in gas and pushing out gas and water mixture.
All images used with permission from Gardner Denver.
Why do LRVP’s Work?
The LRVP Just “Eats It”
Unlike rotary vane pumps, where vanes slide against the interior of the body, a LRVP’s rotor blades do not contact the body, a liquid ring vacuum pump’s rotor makes no contact with its body. Instead, the water seals the clearance between rotor blade and body to create vacuum and prevent slippage. This operating principle allows the pump to ingest various gas, liquid, soft solids, and particles from the process without damaging the pump. In poultry evisceration or waste transportation applications, chicken skin, tissues, blood, even bones are often sucked into the pump but are simply discharged out of it into the plant’s water treatment facility, and the pump just keeps on running.
In beverage bottling applications, a LRVP is used to evacuate the air from bottles just before they are filled. This reduces the time required to fill the bottle and increase throughput. Additionally, it removes oxygen from the bottle, preventing reaction with the product and preserving the product’s taste and aroma. This process often introduces liquid carryover into the vacuum pump. Because liquid is an intrinsic part of a liquid ring vacuum pump, any carryover from the filling system is easily handled with reduction in performance or production.
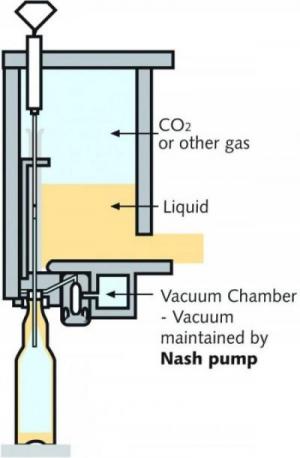
Figure 6. Typical bottle filling under vacuum.
Image used with permission from Gardner Denver.
Bound vs. Unbound Moisture
In dewatering applications like the washing and drying of cake in sugar production, the concept of bound and unbound moisture becomes critical.
In the illustration, bound moisture is the water retained in small capillaries at solid surfaces as solutions in cells or fibers. It has lower vapor pressure than water at the same temperature. Unbound moisture is any moisture other than the bound moisture and has the same vapor pressure as water. Imagine wringing a soaking wet towel. You can remove a lot of water from the towel, but no matter how hard you wring it or how long you leave it in the washer’s spin cycle, it will always remain damp. The water you remove from wringing is the unbound moisture, but fibers of the towel still trap some unbound moisture and all the bound moisture, keeping it damp. Further drying is needed to remove all moisture.
Drum filters are used at sugar refinery and other food applications to mechanically strip unbound water using high air velocity generated from vacuum pumps. Removing unbound moisture using high air speed generated from vacuum is limited by the sonic velocity of air. Deeper vacuum does not always equal better drying. As vacuum level gets deeper, air velocity entering the pump increases as well. However, air velocity will approach up to 720 mph but not increase any further. This plateau would occur at around 16 in-Hg gauge vacuum depth. An earlier study done by E.W. Klein illustrated this phenomenon in the plot below.
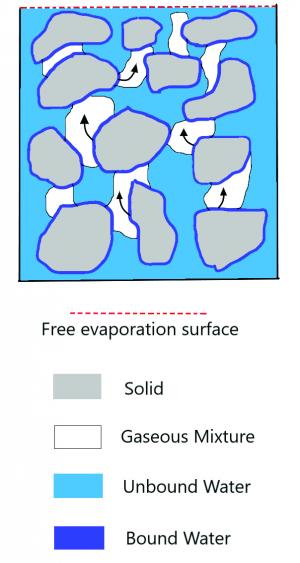
Figure 7.
Image provided by E.W. Klein & Co.
It is important to note, however, the drum filters used in this type of application can run up to 20 in-Hg in normal operation. Even though at this vacuum level air velocity plateaus at around 720 mph, the increased pressure applied by the top layer of the cake onto the lower layer will help remove more unbound moisture than air velocity can along.
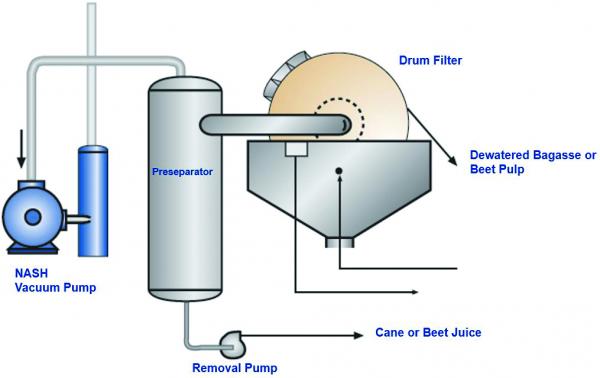
Figure 8. Removing sucrose from clarifiers using vacuum drum filter.
Image used with permission from Gardner Denver.
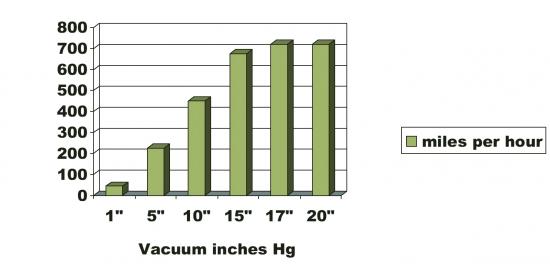
Figure 9.
Image provided by E.W. Klein & Co.
Other Food Processes
Many other food processes also utilize LRVP’s because of its robust design and reliability in handling process liquid, vapor, and soft solid carryovers. Below are some examples of these processes:
- Humidification of tobacco. LRVP’s are used to extract air from tobacco packed in bales and replaces it with steam, to prevent the product from getting too brittle.
- Evaporators, cookers, and vacuum pans. LRVP’s are used to lower the boiling temperature to improve appearance and taste, reduce the cooking time, and reduce energy cost.
- Milking system. LRVP’s excel in this application over other oil-lubricated pumps because they use no oil, are tolerant of carryover, and require very little maintenance.
- Sterilization of teas and spices. Like the tobacco humidification process, LRVP’s are used to replace air in the package bales with sterilized gas to destroy pests, insects, fungi, and bacteria, as well as add the proper humidity.
How to Keep LRVP’s Working - 5 Troubleshooting Tips
This pandemic has been tough on a lot of operations. Many maintenance teams have been reduced to skeletal crews, with the directive to run to failure rather than follow normal PM schedules. We have compiled a comprehensive list of troubleshooting tips that can help maximize liquid ring vacuum pumps’ longevity and performance. Below are a few quick actionable tips:
Tip #1: Excess Seal Water
Running the pump with too much water, flooding the pump, is not normally recommended. However, in some situations, seal water flow rate can be increased to lower pump temperature and restore vacuum performance. Some liquid ring vacuum pump models are designed to handle up to 150% to 200% of rated seal liquid flow. Some smaller pumps have a design variation called Water Handler, which can handle 10 times more water than regular models, but at the compromise of ultimate vacuum depth.
Tip #2: Vacuum Gauges
We normally recommend having two vacuum gauges on a vacuum system. One at the pump’s inlet, and one at the process.
- If the gauge on the vacuum pump’s inlet is reading more vacuum than at the process, then there is probably a clog in the line.
- If the gauge on the vacuum pump’s inlet is reading the same as at the process, but both are not as much vacuum as expected, then there is probably a leak. You can use a $200 Seek thermal camera from Amazon to look for a cold spot on your metal vacuum line. Due to energy loss during volumetric expansion of air under vacuum, a leak will appear to be a cold spot.
- If the gauge on the vacuum pump inlet is reading less vacuum than at the process, then it is probably a bad gauge. Vacuum gauges have a notoriously short life expectancy.
Tip #3: Maintaining the Bearings
A quick way to inspect your liquid ring vacuum pump’s bearings is by measuring its’ temperature using an IR thermometer gun. These temperature readings below would indicate an impending failure:
- Greater than 60°F (15.5°C) rise over discharge temperature
- Over 180°F (82°C) reading on the bearing itself for most applications
Some common causes of bearing issues are incorrect grease, mixing grease types, insufficient or excess grease, shaft misalignment, incorrect pump mounting, improper V-belt tensioning, excessive piping load.
Tip #4: Maintaining the Packing
If your pump comes with packing, then you will probably notice it is leaking water. A trickling of water leak is normal for packing, but gushing water is not. You can adjust packing during operation, but be sure to follow these guidelines below:
- Adjust at operating vacuum depth.
- Turn gland nuts one flat at a time, on both sides of the shaft, and let it run for at least 20 minutes.
- Adjust evenly, do not allow the gland to contact the shaft, it can groove the shaft.
- If your packing stops dripping water, be sure to monitor pump temperature. If it is at 130°F (54°C) or below, the packing should be fine.
Tip #5: Trending Motor Current Draw
Motor horsepower and current draw can be a great indicator of the pump’s performance. Measuring these datapoints either through your SCADA system or using a handheld amp meter periodically are both quick checks. If you see a higher-than-expected amp reading, this can be a sign of:
- Pump flooded with excess water
- Restrictions at pump inlet or discharge
- Internal scaling or debris build-up
- Pump wear
- Incorrect assembly/rebuild
E.W. Klein & Co. Celebrates 100 Year AnniversaryOnly a handful of companies last 100 years, and E.W. Klein is beginning the celebration of its 100thâ¯anniversary thanks to you and the great companies we represent, such as Gardner Denver, Alfa-Laval heat exchangers and other equipment. Founded in 1921, E.W. Klein & Co. is a leading manufacturer’s representative of engineered vacuum and heat transfer equipment to the chemical, paper, power, and general industrial markets. Our Roots: Based in Atlanta, E.W. Klein was selected as Nash Engineering Co’s first representative in 1921. Nash’s original focus was on steam heating systems common in buildings of that time. Later, Nash developed their world-famous line of Nash Hytor vacuum pumps. Still a leader in vacuum today, Nash is now part of the Gardner Denver product line recently merged with Ingersoll-Rand. 2020 was a challenging year for us all. Since the founding of the company back in 1921, E.W. Klein & Co has come through all kinds of difficulties: wars, depression, recessions, natural disasters, stock market crashes, a pandemic, and everything in between. Through it all, it has been the people of E.W. Klein – our employees, great customers, and the equipment we represent – who have made the difference. COVID has taught us that we can make it through the tough times and make sure we celebrate the good ones too, now and for the next 100 years. Looking forward to 2021 and past COVID: A part of our overall growth plan was moving to a new location that has allowed us to stock and repair pumps and other equipment that we represent. We are excited about our new capabilities that will allow us to service the customer better than ever. The keys to our success have always been our dedicated technical-focused staff, developing strong relationships with our diverse customer base, and capitalizing on new opportunities. For more information about E.W. Klein and the great companies we represent, please visit www.ewklein.com.
|

About the Author
Tie Duan is the Solutions Sales Engineer at E.W. Klein & Co. Email: [email protected], tel: 478-508-2017
For similar articles on Food Industry, visit https://www.blowervacuumbestpractices.com/industries/food.



