Blower & Vacuum Best Practices® Magazine spoke with Mr. Ed McGovern (VP Sales & Business Development) of PIAB North America.
 |
||
| Ed McGovern, PIAB North America |
Good morning. Please describe PIAB’s work with Food Processing.
Good morning. PIAB’s vacuum products are involved from the moment food arrives at the food processing/packaging facility- up until it leaves. Our vacuum conveying systems are used to transport and move food products and ingredients to where they need to be in an energy efficient and hygienic manner-meeting USDA, FDA, 3-A, EHEDG, and GMP hygienic safety standards. This is often called the “Primary Packaging Process”.
Once the bulk food product or ingredient has been conveyed to the packaging line, the phase known as the “Secondary Packaging Process” begins. PIAB vacuum grippers and suction cups efficiently place the food product into its packaging. Bags are sealed, cartons are erected, bags are inserted into cartons, and rotary top loaders with suction cups move the packaged product into larger cartons that are erected with vacuum. A robot (using vacuum grippers) will place the carton on a pallet which is then sent to the outgoing loading dock.
PIAB works with professionals in the food industry to streamline conveying and packaging in the most efficient manner possible. We add value by developing innovative technologies, such as vacuum pumps based on the COAXÆ principle, which reduce the energy consumption and operational costs. Just as importantly, our field engineers teach food industry professionals how to improve operational reliability and increase production output through efficient vacuum system design. We call this the “Optimized Vacuum Management.”
Are there misperceptions out there on compressed air-driven vacuum pumps?
There is a misperception that all compressed air-driven vacuum pumps are inefficient. This idea exists because of the historic use of single-stage venturis which have a relatively inefficient 1-to-1 ratio (1 scfm of compressed air creating 1 scfm of vacuum flow). This has reflected poorly upon the entire category of compressed air-driven pumps. Also, technology has evolved, enabling us to reduce the size requirement of the vacuum system. This new technology, when applied accurately improves speed and reduces energy consumption.
All pumps are not created equal. There are dramatic differences. The key to understanding them is a well-rounded education on vacuum systems. PIAB vacuum pumps are of the multi-stage ejector type- a technology patented by PIAB in 1973. Large vacuum flows and high levels of vacuum are characteristic of these vacuum pumps. These pumps offer 3 to 6 times the speed and efficiency of single stage venturis. This is made possible by our COAXÆ technology.
Please describe COAXÆ technology.
Mr. Peter Tell, the Chief Technical Officer at PIAB, invented COAXÆ vacuum ejector technology at our headquarters in Sweden. His objective was to help industry move away from centralized vacuum systems with large vacuum pumps and extensive tubing and fitting networks. These systems can be inefficient due to pressure losses and possible limitations for the production equipment.
The main design objective for COAXÆ was to help industry transition from centralized vacuum systems to fast and small decentralized vacuum systems. The result was the world’s smallest multi-stage ejector cartridge. It is the size of a match. This allows COAXÆ technology to be integrated into robots and machines that utilize vacuum. Results include increased speed for higher production outputs, increased reliability because there is a better grip on the product, and reduced energy costs.
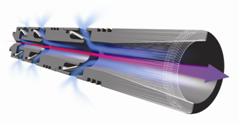
In simple terms, the way the technology works is that when compressed air (1) passes through the nozzles (2), air is pulled through with the stream of compressed air. “Suction” is thus created at the opening of each stage (3). This creates a dramatic drop in static pressure otherwise known as vacuum.
The special nozzles need very low feed pressures making them less sensitive to pressure losses in feed lines. Our pressure requirements are also typically lower. Most vacuum gripping systems require 80-90 psi. Our technologies, in general, operate between 45-60 psi. More information is available at www.coaxtechnology.com or www.piab.com.
 |
 |
||
| COAX multi-stage ejector cartridges |
What are the goals of Vacuum System Optimization?
Our methodology is to focus on the unique characteristics of each application. We apply our technology with the following goals:
- Increase production throughput and piece count by increasing the speed of the machine.
- Reduce waste costs by increasing the reliability of the system and eliminating scrap. PIAB vacuum pumps can be optimized by using a vacuum proportional regulator (called PIAB Cruise Control or PCC). This allows us to reduce energy consumption by optimizing the flow and pressure characteristics of both the compressed air and vacuum system.
- Preventing dropped products and machine interruptions. Porous materials like corrugated have inherent leak rates and these must be factored into the equation. Some metals are oily and require special treatment. The applications affect the selection of the materials used in the PIAB suction cups.
- Significantly reduce decibel levels by eliminating the noise generated by mechanical vacuum pumps.
- Decrease machinery downtime in automated processes by reducing maintenance requirements and increasing the speed of changeover. This is done by deploying a more flexible solution with decentralized COAXÆ technology.
- Reduce energy costs by deploying our decentralized system, requiring lower feed pressures, and only consuming vacuum when engaged. Reductions in compressed air of 50% are common.
Each PIAB product plays a role in building the ideal system for each application. The key is to take the time to customize the system for each customer and to select the appropriate technologies. We have found that the above mentioned goals are best met by decentralizing the vacuum system.
Please describe how a vacuum conveying system in the food industry works.
The applications usually involve dry ingredients, such as coffee beans or sugars. To begin with, PIAB vacuum conveying systems meet numerous FDA standards for the food processing industry to ensure hygiene. One of the biggest opportunities here is to improve production efficiency by reducing the need for manual labor.
Time is money and our vacuum conveying systems can move some powders at a velocity of 65 feet per second. The systems are also powerful as they can move up to 15 tons per hour. Here is how the system works:
- Vacuum is generated by a compressed air-driven PIAB vacuum pump A. The pump can easily be controlled automatically. Since it has few moving parts, the pump is virtually maintenance-free.
- The bottom valve B is closed, and vacuum is raised in the container C and the conveying pipeline D.
- From the feed station E the material is drawn into the conveying pipeline and then on to the container.
- The filter F prevents dust and fine particles from being drawn into the pump and escaping into the surroundings.
- During the suction period, the air shock tanks G are filled with compressed air.
- When the material container is full, the vacuum pump is stopped. The bottom valve opens and the material in the container is discharged. At the same time, the compressed air in the filter tank is released and cleans the filter
- When the pump is restarted, the process is repeated and a new cycle begins. The suction and discharge times are normally controlled by pneumatic or electrical control systems H.
Please describe a Vacuum Conveying System Optimization.
Sure. We worked with a company who is a global leader in the powdered coffee market. At one of their plants they were conveying cappuccino coffee and coffee with cream from bulk bags. They were looking for a totally sealed system which would improve process efficiency and quality by reducing cross contamination. They also wanted to reduce scrap and waste which totaled 30 kg per day or 9 tons per year. They also wanted to eliminate the extra labor costs involved with manual handling through process automation. They hoped for an improved work environment particularly in dust control since the manual handling of coffee conveying emits a lot of dust.
Our optimized vacuum conveying system consisted of two PIAB conveyors and two PIAB Bulk Bag Unloaders. This was a sealed system which had a direct impact on process efficiency and quality, reducing scrap to zero. Eliminating the 9 tons of scrap per year meant a yearly savings of $195,000. Dust was eliminated so working conditions were improved. The extra staffing was able to be efficiently redeployed. The initial investment was $48,000 so just using the dollar savings from the elimination of scrap, the ROI was achieved in three months.
 |
||
| PIAB Vacuum Conveying System |
I know we didn’t do justice to PIAB suction cups and Vacuum Gripping Systems but we’ll have to leave that for the Food Packaging edition later this year! Thank you. CABP
Arla Foods & PIAB Optimize Cheese Handling SystemEven in a challenging global economy, it is still vital for suppliers to differentiate themselves from their competitors to stay on top. One global manufacturer that understands this pressure well is Arla Foods, a co-operative owned by approximately 11,600 milk producers in Denmark and Sweden, and Northern Europe’s largest cheese manufacturer. The company, headquartered in Sweden, produces 74 different types of cheese every day, from crumbly feta to milky mozzarella. Proud of its longstanding reputation for providing the highest quality products and a healthy work environment for employees, Arla is always striving to implement the latest technologies to improve overall satisfaction for its customers as well as its staff. Recently, Arla made a significant change in its packaging process which has greatly benefited both parties. Background: The Cheese Production ProcessWell before any of Arla’s cheeses make it to the customer level, there are several steps completed in the manufacturing process. First, the milk is aged and poured into large rounds, which are then covered with a protective wax to ensure proper hygienic safety. Once the cheese rounds are covered they are shipped from one of the company’s dairy farms to the packaging plant, where they are sent for mass market distribution. When the cheeses arrive at the packaging plant they are transferred to large pallets that hold six rounds on each layer. While in the company’s cheese storage facility, uncut Pr‰st and other large, round cheeses are stacked to be delivered. As cheese is highly perishable, Arla ensures that the most hygienic handling practices are used throughout the process. “The primary protection for the cheeses is wax,” says Jan Selander, manager of waxing and high-rise storage at Arla Foods. The waxing facility at Gotene’s distribution centre (Alexander) is Arla’s processing, storage and distribution centre for cheese in Sweden. The company waxes about 500 tons of cheese each week and the cheeses are stored for between three and twelve months. Due to quality reasons, the wax is replaced every six weeks. The Challenge: Reduce Waste and Lower Manufacturing Noise LevelThe handling of cheese in this Arla facility has already been automated, using vacuum grippers to lift the heavy rounds. Although the automation process was a major improvement from Arla’s original, manual system, the company wanted to upgrade its system in order to improve energy efficiency, reduce waste and decrease noise levels at the facility. In order to accomplish its objectives, Arla turned to its long-time and trusted partner, PIAB. “We had worked with PIAB in the past and had confidence that they could come up with the most efficient solution to meet our needs,” said Selander. The Solution: PIAB P6010 Vacuum Pump with Cruise ControlAfter a thorough consultation of the application, PIAB engineers removed Arla’s existing vacuum pumps and replaced them with the new, P6010 vacuum pumps, equipped with PCC (PIAB Cruise Control) which allows for an optimum vacuum level and improves energy efficiency. Based upon PIAB’s patented COAXÆ multi-stage ejector technology, the P6010 vacuum pump provides up to 40% more flow than conventional air-driven vacuum pumps. In addition to being highly powerful the new pump is whisper-quiet, and provides non-heat generating suction at extremely low feed pressures. The PCC automatically maintains a pre-set level of vacuum to ensure that a consistent vacuum level is provided at the suction point. This feature was particularly valuable for Arla because it allowed for a reliable product hold, which was capable of accommodating the speed of the robot. The P6010 PCC provides sufficient vacuum flow to form a proper seal, but without cracking the wax and damaging the cheese.
The Results: Energy Consumption and Noise Levels Cut in HalfArla’s purchasing decision paid immediate dividends in fewer product rejections and reduced compressed air consumption, which lowered overall energy costs.
Additionally, the new system cut the noise level in half, meeting Arla’s need to provide its employees with a less noisy working environment. “We have measured and found that there is an incredible difference in the noise level,” states Selander. “By using new grippers and the P6010 PCC, the number of damaged cheeses has been drastically reduced. We are now less vulnerable to variations in feed pressure, and we can see that the system is a lot less sensitive to occasional leakage,” assessed Selander. “Additionally, we have reduced air consumption by 53%, which is an impressive reduction.” After experiencing such positive results from PIAB’s vacuum technology, Arla recently purchased six additional P6010 PCC pumps for its waxing facility in Sweden. “We look forward to a continued partnership with PIAB and we anticipate increased productivity and savings with these purchases,” said Selander. |

For more information please contact Mr. Ed McGovern, PIAB, tel: 781-337-7309, www.piab.com.



