A metal producer, in the Midwest, spends an estimated $2.4 million annually on electricity to operate their compressed air system. The current average electric rate, at this plant, is 5.5 cents per kWh, and the compressed air system operates 8,760 hours per year. This system assessment recommended a group of “near-term” compressed air demand reduction projects and then a group of separate “longer-term” projects focused on optimizing the air compressors, the controls and the heated desiccant compressed air dryers.
The near term demand-reduction projects are able to reduce compressed air flow requirements by 5,804 cfm and reduce energy costs by $500,000 annually. The estimated project cost was $200,000. Due to article length constraints, this article will highlight a few of the demand-side projects and focus on a “blow-off” air project where 2,339 cfm of compressed air was replaced by a 72” air knife, thirty-six (36) ¼” nozzles and three 25 horsepower single-stage rotary lobe blowers.
The Current Compressed Air System
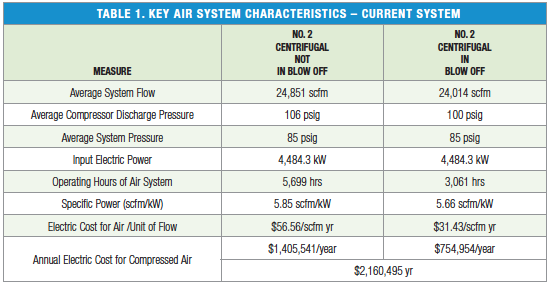
Annual plant electric costs for compressed air production, as operating today, are $2.2 million per year. If the electric costs of $187,274 associated with operating ancillary equipment such as compressed air dryers are included, the total electric costs for operating the air system is $2.4 million per year.
The air system operates 8,760 predictable hours per year. The load profile or air demand of this system is relatively predictable depending on which processes are on.
The primary air compressors in “Power House #1” are 2,000-hp older Joy centrifugal, 3-stage units that appear to be well maintained and operating within their proper parameters. Compared to a newer model Cameron (Joy) of similar size will have about 25% more turndown to blow off and have a full load specific power efficiency improvement of about 12%.
In “Power House #2”, the smaller 400-hp class XLE, 2-stage, double-acting, water-cooled, reciprocating air compressors have about the same full load specific power as the existing 2,000-hp Joy centrifugal compressors. The XLE units all have 4-step unloading and, due to their basic design, are very efficient and effective trim units. These units are well maintained and effectively controlled by plant personnel with typically only one machine at part load.
The basic system with the two compressed air supplies is somewhat out of balance since while the XLE units have a unit at part load one of the 2,000-hp centrifugal units is often also in blow off.
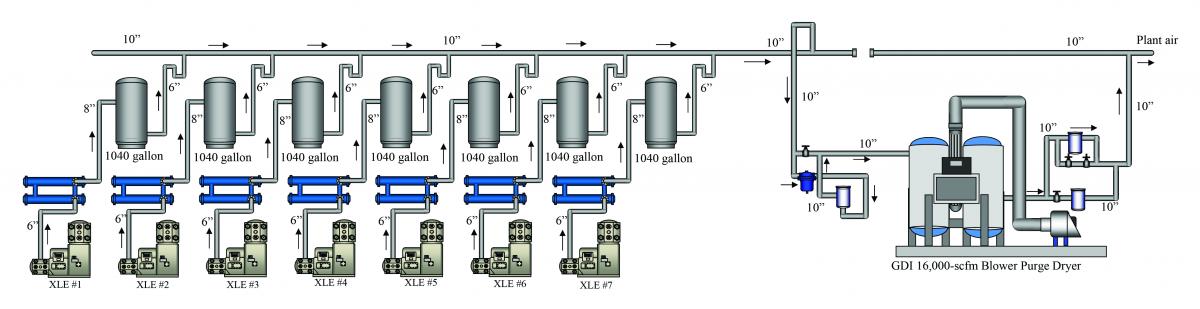
Figure 1. Power House #2 - Click here to enlarge.
The overall “near-term” strategy for improving the compressed air system is based on stabilizing the Joy control system and operating more efficiently along with implementation of identified air conservation projects throughout the plant. Due to article length constraints, we will highlight a few of the demand-side projects implemented to reduce unnecessary uses of compressed air.
Does a Reduction in Compressed Air Use Translate to Less Energy Used by the Air Compressors?
It can never be assumed a reduction in compressed air demand will automatically turn into a reduction in electricity (kW) used by the air compressors in the system. At lower flow demand most compressors use less energy but in proportion to the reduction in air flow.
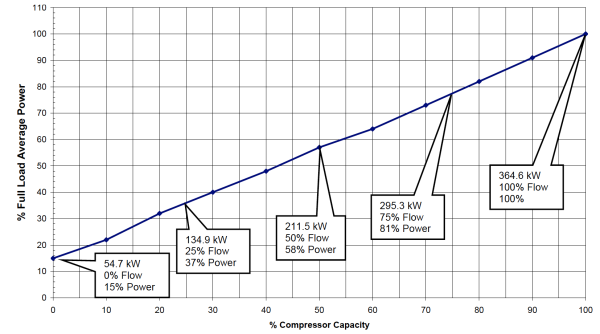
Figure 2. Capacity vs. Power Estimating Chart. Reciprocating Air Compressor with 5-Step Unloading (All data taken from the Compressed Air Challenge sponsored by the US DOE).
The unloading curve above reflects what the 5-step unloading XLE units in Power House A will do at part loads. You can see that as the demand flow in air falls, the input power also falls but at a much lower rate. This curve will vary by type of compressor, type of unloader control, installation, piping and storage, and machine condition.
In short, there is no way to fix a recoverable value just based on cfm value at pressure alone.
When only a leak survey is being done and a full assessment (including the supply side) it is hard to do this accurately. The best that can be done is to estimate the average load condition of each unit, measure the input kW to each machine and use the DOE part load curves for the appropriate type compressor and control and you will be “in the area”.
Compressed Air Use (Flow) Reduction Projects Deliver 5,804 cfm in Savings
Compressed air use (flow) reduction projects were identified totaling 5,804 cfm. Due to article-length constraints, we will expand only on a few of the projects. A summary, however, of all the projects is below.
NEAR-TERM PROJECTS
- Lower discharge pressure on Cameron units
- Convert 75-hp induction motor fans on cooling towers A and B
- Install level-activated or pneumatic-actuated condensate drains
- Repair tagged leaks
- Replace venturi nozzles and knife with single-stage blowers
- Replace 30 cfm air from 1/2” line to 1/4” line pressurized cabinet
- Checked bearing cooling temperature air; monitor regularly with ultrasound probe
Project #1. Install Zero Air-Loss Condensate Drains – 60 cfm Savings
The aftercoolers on both Joy centrifugal air compressors need zero air-loss condensate drains installed to replace the timed electric drains being used.
Project #2. Repair 374 Identified Compressed Air Leaks – 3,185 cfm Savings
A comprehensive survey of compressed air leaks was conducted at the plant and 374 leaks were identified, quantified, tagged, and logged. It was estimated these leaks total 3,185 cfm of lost compressed air. The cost of this project (including labor) was estimated at $37,400 and the annual savings at $337,624.
Photos of Compressed air leak locations.
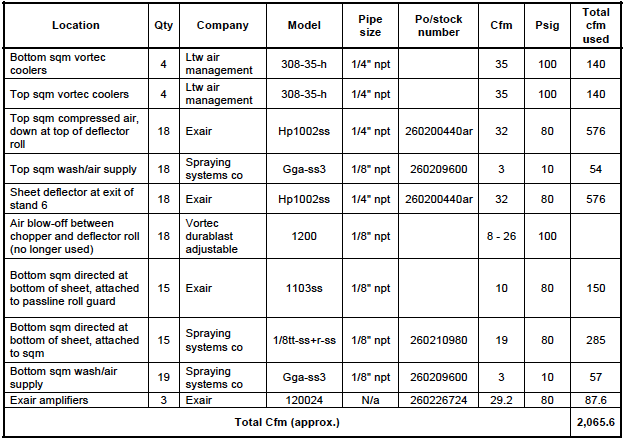
Project #3. Replace Blow-Offs with an Air Knife, Nozzles and Rotary Lobe Blowers – 340 scfm Savings
Replace air blow offs listed with lobe type blowers at 9 psig at “Location A”.
| Estimated high pressure compressed air savings | 2,339 cfm |
| Total savings by installing venturi nozzles to reduce blow by | $247,934 per year |
| Cost of three 25-hp, 500 cfm at 9 psig blowers (max pressure 12 psig) | $65,000 |
| Energy cost to run three 25-hp blowers, estimated 20.7 kW each (total 62.1) | $20,493/yr |
| Three single-stage, 500-cfm rotary lobe blowers rated at 6,000 hours/year | |
Table 2. List of Blowing Compressed Air
Conclusion
In this article we have highlighted how the use of rotary lobe blowers, air knives and air nozzles can significantly reduce the use of compressed air. A compressed air leak survey is also described. We also point out the importance of having an analysis done to ensure reductions in compressed air demand will translate into reductions in air compressor energy consumption.
For more information, contact Don van Ormer, Air Power USA, at [email protected] or visit www.airpowerusainc.com.
To read more about Metals Industry System Assessments, please visit www.blowervacuumbestpractices.com/industries/metals.



