Stretch blow molding equipment requires a significant amount of energy—both compressed air and electrical—to produce bottles. Creating an effective and efficient process, as well as monitoring and maintaining optimal process settings, can result in significant energy cost reduction. These efforts will also help produce containers that meet all of the required quality standards.
Plastic Technologies, Inc., (PTI) Holland, Ohio, has more than 25 years experience in helping companies set up their own blow molding operations. Extensive working knowledge with a wide variety of equipment and production scenarios puts PTI in a perfect position to offer review and process guidelines to optimize operations.
To show how these objectives can be accomplished, we will break the process down into critical steps and discuss what analysis and action is required for each.
Review Package
- Preform
- Bottle
- Relationships between the two
- Production platform
The first step is to review the container to understand the bottle/preform relationship—specifically how the two match up. That helps us understand how the machine should be setup and determine timing for the different process steps.
Next is a review of production platform. What are the machine’s attributes, performance capabilities, etc.? What upgrades does it already have or what can be done to it to make it more efficient?
We also want to identify constraints that need to be considered. In addition to energy reduction objectives, what other blow molding issues exist including conditions specific to the customers’ needs? Are bottles being made in a cost-effective manner?
At this point, we also want to look at quality records and performance data to help drive the changes that need to be made. Reviewing the bottles’ desired performance attributes in conjunction with the machine capabilities is a key component.
Identify Process Purpose
- New package
- Package quality
- Optimize process
- Optimize line efficiency
Next we want to look at package applications specifics. For example, what is the bottle’s intended use? Is it for water, soft drinks, or another application which may require additional performance attributes. Answers to those questions will help identify which testing methodologies are needed. For example, a beer bottle would require barrier, material distribution and top load testing.
One of the objectives with optimizing the process is to create a process that is repeatable and sustainable. The machine needs to make “the same” bottle all the time, in an efficient manner. If possible, we also want to be able to use less heat, air pressure and electrical usage to reduce energy costs.
With more companies headed down the path of bottle self-manufacture, optimizing line efficiency is an important factor. In a typical self-manufacture production layout bottles are conveyed from the blow molder directly to the filler. Frequently, blow molder output speeds are set at maximum levels which contribute to energy waste. Typically, a different, slower production line operation will reduce the number of start and stops. This will also improve the overall quality because the entire line variation will be reduced. Doing so will contribute significantly to energy cost reduction.
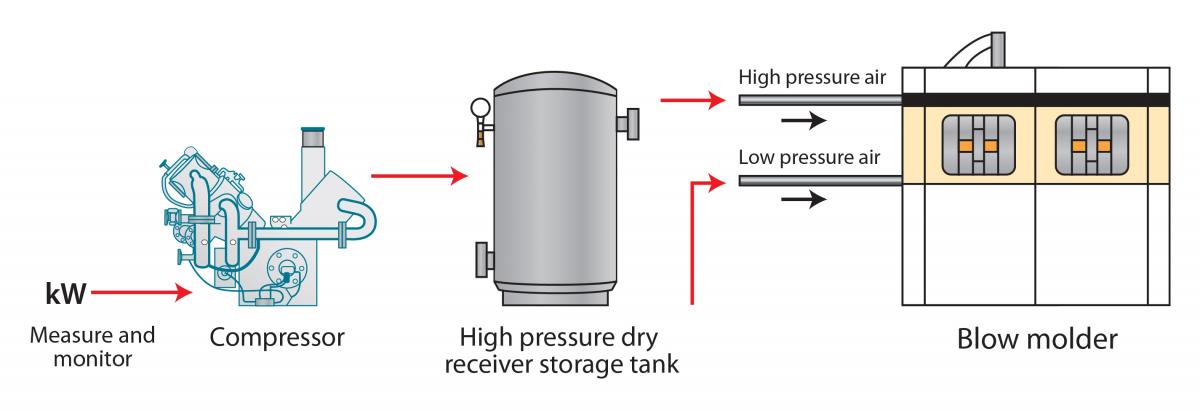
Review Machine Conditions/Capabilities for Blowing Air
- Supply
- Quality of air
It’s important to understand machine limitations and what needs to be addressed. Some modifications can be done immediately, while others will require more time. Modification objectives include improved part quality create a stable process and reduce the amount of energy required to produce bottles. The cost to make high-pressure air is three times greater than low pressure air. Blowing bottles with lower pressure equates to significant savings.
To that end, a review of the compressor room is required to ensure optimum compressed air efficiency is achieved. Key indicators for this area include scfm/kW, pressure, pressure drop and dew point. We need to make sure that there is an appropriate balance between the operation of the compressor room and the requirements of the blow molding area, as well as the balance of the plant.
Properly managing this area will minimize the chance that the operation will fall into a peak usage category which will have a dramatic effect on energy cost containment.
Blowing Cycle Review
- Reference points for turning on turn on preblow/high blow
- Preblow delay
- Preblow time or start of high blow
- Air recover time
- Exhaust time
Next up is the blowing cycle review. There needs to be an understanding of when the two air stages (pre blow and high blow) are activated and the pressure required for both. Is the preblow coming on at the optimized time and does the high blow occur at the right time? Adjustments in this area contribute to better bottle quality and can reduce the amount of energy required to produce bottles.
The standard practice today is to recover the high pressure air at the end of the high blow cycle, instead of exhausting it, to help conserve energy. New machines have this option and aftermarket devices can be added to the blow molding machine for this purpose. The recovered air is used to create lower-pressure air used in other parts of the blow machine, produce preblow air and, in some cases, provide air to other parts of the plant. Ensuring these systems are working well is necessary to maintain the bottle quality and lower operation cost.
Oven Control Set Up Review
- Options review
- Zones and lamps utilized during heating
- Use of accelerated heat, and startup settings
- Heat recover
- Oven control settings
- Standby energy %
- Heat recovery temp or %
- Use and setting of ventilation hood
- Oven ventilation %, condition and settings of the reflectors
At this stage of the process we look at the heat profile—particularly the quartz lamps used to heat the preform. You can turn lamps on or off, or alter the percent of power that is being applied. We look at all of usage aspects to make sure they are optimum.
The end game is to be able to put just the right amount of heat into the preform without overheating. Enough heat needs to be is added so that the force required to blow the bottle is reduced. Balancing all of these adjustments leads to minimizing the amount of energy and air pressure required to produce bottles.
Oven Lamp Configuration
- Identify the number of lamps required by preform for correct coverage
- Lamp position
- Oven reflective shields placement
- Cooling rail position
The actual set up of the oven will change the bottle performance and determine how efficiently the oven operates. A good continuous improvement program will include a reduction of wasted energy.

Oven lamp position is important to heat the preform correctly.
Process Development
- Identify or verify correct blowing points
- Optimum blowing times
- Optimum blowing pressures
- Optimum lamp configuration
- Optimum ventilation
- Identify needs for heat recovery
- Identify material heating requirements
- Establish a stable process by adjusting the start up requirements and those required to maintain stable performance.
Once all of the previously identified reviews have been made, the next step is to establish the process parameters in each of these areas.
Package Performance Verification
- In plant testing
- Visual
- Heights
- Volumes
- Material distribution checks
- Top load test – if available
- Burst test or expansion testing – if available
Refining these settings over the course of long runs will lead to an optimized process that will meet all of the objectives listed above.
Regarding testing specifics, the package type will determine what performance attributes need to be evaluated. Some tests can be performed onsite, while others require more extensive analysis. In addition to the tests listed above, PTI can offer:
- Thermal stability testing
- Stress crack testing
- Shelf live testing
- Others based on package requirements
If for some reason bottles don’t meet performance parameters, going back to the design group for structural modification is usually advised. We continue to look for changes that can be made to optimize the preform and bottle through the manufacturing process.
Another tool that PTI can provide is a LeakMonitor™ device which is an online ultrasonic leak detector. Its main purpose is to reject bottles with holes, but it is also used to listen to the individual blow station to detect differences caused by air leaks.

PTI’s LeakMonitor® uses an ultrasonic sensor to continuously monitor the blow molding process for air leaks.
The U.S. Department of Energy’s Office of Industrial Technologies states: “The best way to detect leaks is to use an ultrasonic acoustic detector, which can recognize high-frequency hissing sounds associated with air leaks.” The leak detector reports the noise level for each station which leads to improved machine maintenance and the reduction of costly air leaks.
With that as a good overview of the process, we’d also like to provide a couple of case history examples of real-life scenarios.
Case History #1
The customer was experiencing a considerable swing in quality between bottles made during startup and those made during a continuous run. This resulted in numerous starts and stops due to line jams and poor label application which significantly impacted line efficiencies. This problem was intensified due to fluctuations between bottles, and because the preform temperature was not constant. This poor heat control at the start of production affected how the preform blew into a bottle, resulting in material distribution variations.
The amount of heat applied before blowing the bottle was adjusted as were the start-up oven settings. Additional adjustments included lamp placement, oven height and opening. The conditions for other process settings were also optimized.
This resulted in an improvement in overall bottle quality and consistency. These changes also contributed to a significant reduction in energy usage as well as an improvement in overall line efficiencies.
The “immediate electrical consumption” during startup had been 230kW and was reduced to 88kW. The electrical consumption during a steady run state dropped to 88kW from 115kW. This large differential between startup and running kW not only caused the bottle quality to vary greatly during the run, but increased the energy operating costs and contributed to line inefficiencies.
Case History #2
A new process for was created for an existing bottle with the intent of optimizing the setting and improving quality.
Original setting required 65 lamps to be used and more air pressure to blow the bottle.
After the improvements were made two fewer 3000w lamps and seven fewer 2500w lamps were required. The air pressure used to blow the bottle was lowered to 28 bar compared to 32 bar. This changed the watt hours per bottle to 2.87 compared to 3.60. At the same time the performance of the bottle improved. The top load increased by 10 pounds, the burst pressure increased by 15psi and the expansion percentage was reduced by 5 1/2%.
This resulted in energy savings of $17,000 per year and an improved overall package quality.
About Plastic Technologies
Plastic Technologies, Inc. (PTI) is recognized worldwide as the preferred source for preform and package design, package development, rapid prototyping, pre-production prototyping, and material evaluation engineering for the plastic packaging industry. For more info: www.plastictechnologies.com.



