The vast majority of wastewater treatment plants (WWTPs) employ a biological treatment step known as activated sludge. The activated sludge process consists of a complex group of suspended growth microorganisms, often referred to as biomass, operated under different environmental conditions within the plant to target specific pollutants. The process has been utilized for more than 100 years, with thousands of installations demonstrating a robust and proven track record.
When a facility plans for a WWTP, they typically design based on population and industry growth twenty to thirty years into the future. Regulatory requirements often dictate designing the activated sludge process equipment based on future-state influent flow and loading conditions, resulting in decades of constrained, inefficient, and suboptimal operation.
One of the key equipment components serving the activated sludge process is the aeration system which delivers oxygen to the biomass to ensure proper treatment. The aeration system commonly leverages high-volume, low-pressure blowers to provide oxygen by means of atmospheric air to the biomass requiring aerobic conditions. As the largest consumer of energy at a WWTP, it is particularly important for blower and aeration system designs to offer the flexibility to address a wide range of operating duty points while providing the installed capacity to meet future requirements.
Case Study – Problem Statement
A WWTP in Wisconsin operates all eight of their activated sludge process trains year-round, despite having influent flows that are 23% of their 20-year design flow of 13.4 million gallons per day (MGD). In a perfect world, the WWTP would operate only 3-4 trains to properly balance the inventory of biomass with the current influent loading conditions, targeting a food to microorganism (F:M) ratio that supports effective treatment without excess microbes or excessive aeration which can cause process upsets and waste energy.
Like many WWTPs, the facility is unable to take trains offline because of high inflow and infiltration which place excessive hydraulic load on the facility. With restricted turndown capacity, the WWTP must keep all eight trains in operation to accommodate higher flows that enter the plant during rain and snow melt events. As a result, the plant operates at a lower mixed liquor suspended solids (MLSS) concentration and struggles to efficiently operate an aeration system that is designed for 13.4 MGD. To exacerbate low loadings further, in the middle of the night, when loading to the plant dips to its lowest flows and concentrations, there is even less airflow required for treatment, making the turndown limitations even more frustrating and wasteful.
The plant evenly distributes airflow between the eight aeration trains, targeting an average of 650 standard cubic feet per minute (scfm)/train, which is around the minimum airflow required to ensure proper mixing energy to keep the biomass fully suspended. The minimum airflow for mixing is defined as an airflow rate expressed as scfm per square foot (ft2) of surface area of a tank and is oftentimes much lower than the air required to meet the biomass oxygen demand (Figure 1). The industry accepted minimum airflow required for mixing a tank with fine bubble diffused aeration is 0.12 scfm/ft2.
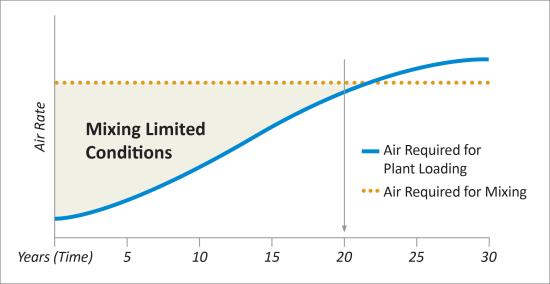
Figure 1: Effects of mixing limited conditions on airflow rate over the life a facility.
The guideline for minimum airflow rate per tank surface area maintains proper mixing to fully suspend the MLSS, eliminating the chance of settled biomass which could compromise contact between the influent pollutants, oxygen, and biomass. Additionally, inadequate mixing results in solids deposition over time, resulting in added maintenance for tank cleaning and reduced active tank volume which can impact treatment performance.
The ideal aeration system design and operation provides the exact amount of oxygen demand needed for the biomass to remove pollutants, resulting in reproduction and growth. In an underloaded process train that is operating at mixing limited conditions, the airflow to support proper mixing is more than the airflow required to meet oxygen demands. Operating an aeration system under mixing limited conditions results in excessive energy consumption to maintain mixing and surplus oxygen which can negatively impact treatment performance.
A Unique Approach
BioCycle-ENR Activated Sludge Process is a comprehensive secondary treatment solution that includes an automated control system and equipment combination to address wide variations in plant loading conditions while maintaining energy efficient operation and meeting treatment objectives. Utilizing the FlexZone Adaptive Process Volume system, BioCycle-ENR adapts operation for startup conditions and seasonal fluctuations without sacrificing treatment capacity to meet future design conditions. Adapting the process to meet current treatment needs allows for the greatest flexibility, providing energy efficiency while meeting current and future treatment requirements. The technology prevents over-aeration and provides active carbon management by transitioning sub-volumes within the aeration tank to different process environments — including, aerobic, anoxic, and low dissolved oxygen (DO) — in real time.
The FlexZone system dynamically matches process volumes to changing influent conditions and allows for unmatched aeration turndown by combining diffused aeration with compressed gas mixing equipment. Air delivery to satisfy oxygen demand is provided by diffused aeration and process blowers, while BioMix Compressed Gas Mixing provides mixing independent of the aeration system. The integrated system allows independent operation of mixing and aeration equipment — proper mixing is maintained by BioMix, allowing turndown of the aeration system to meet the lowest oxygen demands. Concurrent operation of BioMix and the aeration system, referred to as SyncroMix, highlights the powerful integration of mixing and aeration technologies to satisfy both mixing and oxygen needs in an energy efficient manner under a wide range of operating conditions. SyncroMix allows operators to dial in the exact oxygen requirements of the process.
BioMix provides uniform mixing of tank contents by firing programmed, short-duration bursts of compressed air through patented, engineered nozzles located near the tank floor (Figure 2). A centralized compressor charges the receiver tank, which supplies compressed air to the valve module. The valve module controls the firing parameters, delivering compressed air in short duration bursts through engineered nozzles. Large air volumes expand upward and outward, providing fluid displacement.
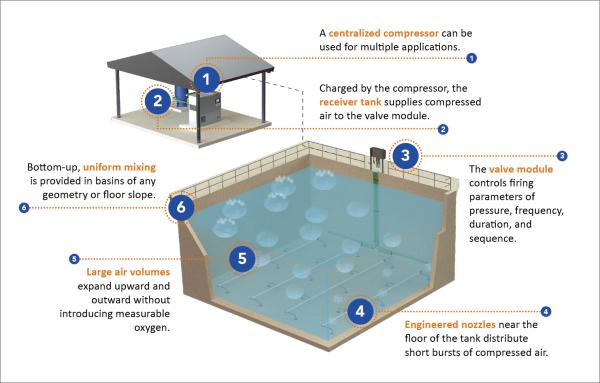
Figure 2: How BioMix Compressed Gas Mixing works
Case Study – Solution
The Wisconsin WWTP is evaluating an upgrade to include anaerobic zones for biological phosphorus removal. During the initial planning, it was quickly identified that excess air in the process train was leading to high DO concentrations at the end of the aeration train. The high DO concentrations not only resulted in wasted energy, but also impacted the biological phosphorus removal performance by introducing oxygen and nitrates to the anaerobic zone through the return activated sludge (RAS) stream.
To reduce nitrates and oxygen in the RAS, the facility installed a FlexZone system in trains #7 and #8 in a portion of the reactor between the anaerobic zone and the aerobic zone (Figure 3). A BioMix mixing system was integrated with the existing aeration equipment to create a FlexZone volume within the treatment train. The process configuration established multiple environments within the existing aeration tank. It allows a large portion of the tank to operate as a flexible zone, providing aerobic or low DO environments for both nutrient removal and improved aeration control to limit recycle of DO and nitrate to the anaerobic zone. The FlexZone allows for substantial aeration turndown because the mixing needs are independently satisfied by compressed gas mixing rather than the aeration equipment.
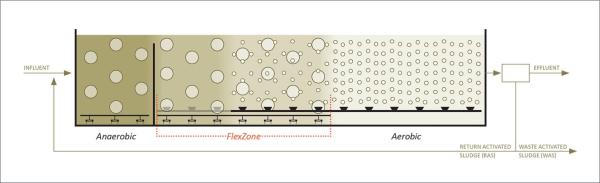
Figure 3: Layout of Modified Treatment Trains #7 and #8. Click to enlarge.
The adaptive process volume system was combined with a discrete inline anerobic fermentation zone to better utilize the influent slowly and readily biodegradable carbon (sbCOD and rbCOD) to promote biological phosphorus removal. The anaerobic zone with inline fermentation produces rbCOD to unlock greater potential for enhanced biological phosphorus removal (EBPR) and significantly reduce chemical addition and mixing energy consumption. The final portion of the aeration tank remains a fixed aerobic zone to ensure complete nitrification and organic removal.
The unmatched aeration turndown allows the flexible zone to be operated in a low DO environment which encourages simultaneous nitrification and denitrification (SNDN), resulting in improved aeration efficiency and EBPR. Purposefully placing the FlexZone towards the influent end of the reactor encourages efficient carbon utilization for the SNDN process as carbon is needed for denitrification. The low DO environment and SNDN process reduce nitrates in the reactor, resulting in lower nitrate concentrations in the RAS stream recycled to the anaerobic zone.
Additionally, since the oxygen demand is reduced by SNDN in the FlexZone portion of the reactor, the aeration requirement for the entire reactor has been reduced by almost 40%. The airflow in control trains #1 and #5 averaged 635 scfm and 674 scfm, respectively. Whereas the airflow over a one-week period in test trains #7 and #8 averaged 249 scfm and 239 scfm, respectively (Figure 4). Enabling lower airflow without sacrificing mixing promotes SNDN and reduces DO concentrations at the end of the reactor, resulting in lower DO nitrate concentrations in the RAS stream to protect the anaerobic zone and promote EBPR.
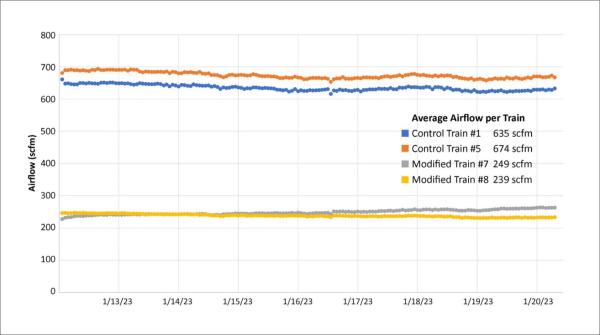
Figure 4: Preliminary difference in airflow rates at a Wisconsin facility. Click to enlarge.
The Wisconsin WWTP continues to make modifications and improvements to the modified treatment trains to optimize their biological phosphorus removal and eliminate costly chemicals currently used for phosphorus removal in the control trains. As the plant considers modifying the remaining six process trains, the blower system must be evaluated to confirm that the available turndown capacity will meet current and future process demands.
Considerations for Other Plants
To support the ability for plants to transition aerobic, anoxic, and low DO environments in real-time, blower manufacturers are engaged in the blower selection process early to ensure there is adequate capacity for future demands but also sufficient turndown to match today’s demands. The latest strategy is combining multiple blower sizes into a single package, instead of simply multiple blowers of the same size and horsepower (HP). For example, let’s say total blower capacity of 600 HP is required to meet the aeration needs for the 20-year design of a treatment plant. Instead of supplying two 300 HP blowers to meet the 600 HP total blower capacity, it would be more flexible to supply two 100 HP blowers plus two 200 HP blowers, thus providing more granular turndown capacity. The operational savings of running one blower at startup will quickly pay back the capital expense of additional blower packages equaling the same total installed horsepower.
In summary, it is important for plants to consider how:
- Embedded carbon and fermentation can be used as a resource to minimize chemical addition and provide more effective nutrient removal while reducing the overall oxygen demand.
- An adaptive process volume provides a wide range of operational flexibility to efficiently address changing demands throughout the life of the treatment facility.
- Careful consideration of the aeration system and blower design are important to ensure optimal operation for all conditions including startup loading, diurnal loading, and the ultimate 20-year design loading.
About the Authors
Sarah Elger, P.E. is the Director of Product Innovation & Strategy at EnviroMix Inc. She has been in the water and wastewater industry for more than 15 years and specializes in biological wastewater treatment and process controls. Sarah received her B.S. in engineering mechanics from University of Wisconsin; received her M.S. in environmental engineering from Milwaukee School of Engineering; and is a registered professional engineer in the State of Wisconsin.
John Koch, P.E. is currently the Vice President of Technology at EnviroMix, Inc. He received his B.S. in civil engineering from Marquette University. John has more than 30 years of experience in the wastewater treatment industry, specializing in biological wastewater treatment systems including sequencing batch reactors, membrane bioreactors, membrane aerated biofilm reactors, oxidation ditches, and conventional activated sludge systems. John is an active member of Water Environment Federation and a registered professional engineer in the State of Illinois.
About EnviroMix
With offices in Charleston, SC, and Grafton, WI, EnviroMix designs and manufactures treatment technologies which protect the environment and reduce energy consumption in the water and wastewater industry. Utilizing patented and proprietary technology, we provide mixing and process control solutions to enhance plant performance for a wide variety of applications in the treatment process. Visit https://enviro-mix.com for more information.
To read similar articles on Industrial and Municipal Wastewater please visit
https://www.blowervacuumbestpractices.com/industries/wastewater.
Visit our Webinar Archives to listen to expert presentations on Aeration Blower Systems at https://www.blowervacuumbestpractices.com/magazine/webinars.



