ADA Möbelfabrik, headquartered in Anger, Austria, is one of Europe’s largest manufacturers of furniture. Upholstered furniture, beds, mattresses and slatted frames are produced for the Austrian market and for many other European countries in two shifts, using modern manufacturing techniques. The vacuum supply required for securing items to the CNC machining centers is provided via a central vacuum plant produced by Busch. By opting for this vacuum system, ADA has integrated an extremely economical and reliable vacuum supply into the production process.
Starting from humble beginnings as a rope manufacturer around 1900, ADA has evolved into an ultramodern furniture producer that is still run as a family firm. In addition to its factory in Anger, ADA also has production sites in Hungary and Romania. Until 2009, there were two CNC portal machining centers installed at the production site in Anger with grid-based clamping tables for NBM (nested-based manufacturing), featuring two dry-running rotary vane vacuum pumps on each table and a suction capacity of 500 m3/h per pump.

Fig. 1: One of the two CNC processing centers with NBM clamping tables.
These vacuum pumps were continuously in use across the two shifts and as they were each powered by 15 kW electric motors, they consequently consumed a large amount of energy. Furthermore, the vanes in the rotary vane vacuum pumps had to be replaced once a year due to wear. The management at ADA decided to look for a more economical alternative for their vacuum supply system and they placed particular importance on obtaining a new CNC router, which would be equipped with two additional rotary vane vacuum pumps with 4kW motors.
They looked into the Mink® claw vacuum pump technology from Busch in close detail. In contrast to regular rotary vane vacuum pumps, Mink claw vacuum pumps operate using a non-contact process. This means the rotating parts within the vacuum pump do not touch each other. The advantage of this is the Mink claw vacuum pump creates a vacuum without any wear occurring, so no operating fluids, such as oil or water, are required in the compression chamber. The need for maintenance and part replacement is reduced to a minimum. The only maintenance task that remains is an oil change in the gear unit, which must be performed every 20,000 operating hours. A further advantage of Mink claw vacuum pumps is that, thanks to their non-contact operation, they use less motor power, which in turn has a highly positive effect on energy consumption.
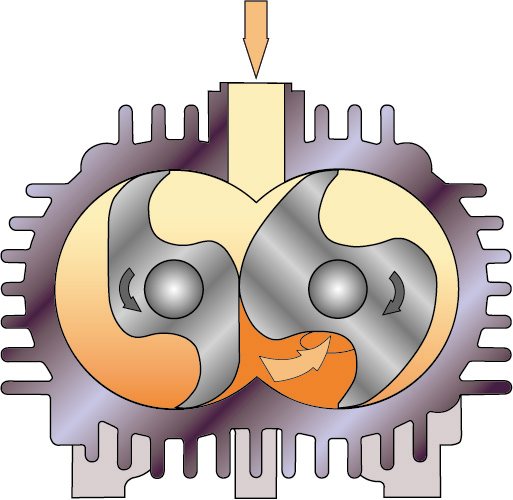
Fig. 2: Cross-section of a Mink® claw vacuum pump. Two claw-shaped pistons rotate in opposite directions within housing, without touching each other.
During the discussions with Busch, the idea of centralizing the vacuum supply was put forward. Busch designed a customized central vacuum system for ADA, consisting of eight identical Mink claw vacuum pumps, each equipped with a suction capacity of 300 m3/h. This vacuum system provides a sufficient vacuum supply to the two CNC machining centers with NBM clamping tables and to the additional machining center with vacuum blocks. An additional Mink acts as a back-up pump. This pump is hardly ever used, but if required, it can be used to increase the suction capacity of the system such that an additional CNC router can be connected to the vacuum supply.

Fig. 3: Eight of these Mink® claw vacuum pumps provide the vacuum supply for the ADA production plant in Anger, Austria.
The suction capacity required varies greatly and is dependent to a large extent on the materials used and the size of the work pieces. For example, when materials with a high level of air permeability are being machined simultaneously on each of the three connected machining centers, a higher suction capacity will be required than when solid wood is being machined on all machines at once. The control system for the vacuum system is therefore designed in such a way that at any one time only the pumps required to supply the power currently needed are in operation. All other pumps are automatically switched off.
The energy consumption level for the vacuum supply system would have added up to 68 kW with the two portal machining centers each equipped with two 15 kW rotary vane vacuum pumps. The proposed CNC router was installed, featuring two other small rotary vane vacuum pumps, each with 4 kW motors. The central vacuum system supplied by Busch requires 44kW for the eight Mink claw vacuum pumps, which represents a theoretical energy saving of 35%. Thanks to the on-demand control system, individual Mink vacuum pumps are only in operation for an average of 10 out of the 16 hours of the two shifts. This enables a further energy saving of approximately 38%.

Fig. 4: CNC processing centre for solid wood processing at ADA.
The Mink vacuum system from Busch has been in operation since May 2009 and it has been running fault-free since. By the end of 2009, the management team at ADA had already thought about purchasing another vacuum system for the production site in Körmend, Hungary due to the cost-efficiency and reliability they had experienced with their existing Busch system.
For more information, please contact [email protected] or visit www.buschusa.com.
To read more Vacuum System Assessment articles, please visit www.blowervacuumbestpractices.com/system-assessments/vacuum-systems.



