Introduction
There is an old adage, “An engineer never got fired for sizing a pump too large!” That applies to another process that is even easier to oversize, vacuum systems. Because of uncertainty of required flow, they are usually oversized. Vacuum pumps can waste about 80% of full load power when there is no flow requirement, just static hold. The more horsepower you have running and the lower the actual flow requirement on the units, the more you are wasting your hard-earned money.
Multiple vacuum pumps can be running mostly “dead-headed” in the many production systems that don’t require constant flow. Any system that evacuates a small volume and then holds a product down while it is being machined, or sucks a bag shut to seal will spend the majority of its time not moving much mass of air. This type of operation is found everywhere in secondary wood processing, machining, food packaging, and many other industries. Anywhere vacuum is used as a motive force or to evacuate a small volume repeatedly. This article will apply to any of these types of systems- and not apply to constant-flow vacuum applications in the process industries.
There is a shroud of mystery around vacuum systems, a veritable black-magic to some engineers. The reason is that many are trained in HVAC principles, where they deal with incompressible flow. However, HVAC engineers understand pumping systems, and the concept of a “system” curve” with variable head and flow. Other readers of this journal might be familiar with compressed air technology and terminology, and uncomfortable with vacuum. The reason is that they are dealing with essentially a constant head system. But they are familiar with “icfm” and “scfm”, and how they relate to each other. I will attempt to demystify vacuum very briefly, by using the system curve concept that the HVAC engineer knows and the scfm/icfm relationship that the air compressor engineer knows. With just these two fundamental principles, I will show how to optimize a typical dead-headed vacuum system in a typical manufacturing environment.
Basic Principles:
The first principle is the scfm/icfm relationship. “Scfm” is merely a set of units that is used to describe a “normalized flow”, the flow if we adjusted the pressure and temperature of the gas to “normal” or “standard” conditions. Gas expands and contracts proportionately (single-order for the math geeks), directly with temperature and indirectly with pressure. In other words, if the gas state in your process is higher than “standard” temperature, say 68 degrees F, you would have to compress it a bit to get it there. If it is lower pressure, say 25”Hg vacuum (5”Hg absolute) instead of the “standard” pressure of 29.92 “Hg, you would have to expand it a lot, to get it there. In this article I will neglect the temperature factor, since we aren’t changing it with optimization. The principle is summarized as follows:
- Normalized flow is directly proportional to inlet absolute pressure
- Or, Q (scfm) = Q (icfm) x (Pamb – Vacuum, “Hg) / 29.92
The reverse is also true:
- Inlet flow is inversely proportional to inlet absolute pressure
- Or, Q (icfm) = Q (scfm) x 29.92 / (Pamb – Vacuum, “Hg)
For example, the inlet flow required at 400 scfm, sea level (Pamb = 29.92”Hg), and 20”Hg is:
- Q (icfm) at 20”Hg = 400 x 29.92 / (29.92 – 20) = 1,206 icfm
That would require about a 100 hp vacuum pump (86 bhp).
The second basic principle is the “system curve”. It is based on Bernoulli’s law which tells us that the sum of the velocity and pressure energy are a constant in a fluid system, and that pressure is proportionate to velocity squared. The constants don’t matter. Just remember:
- Pressure differential is directly proportional to mass flow times density squared, all other things being equal
- In a vacuum system, this means that flow is proportional to the square root of absolute pressure: Q2 (scfm) = Q1 (scfm) x [(Vac1 / Vac2) x (P1abs / P2abs)]^0.5
- Then convert to Qicfm as described above (vacuum pump curves are all in “icfm”)
I didn’t need to know the orifice coefficient, temperature, just the changed pressure differential. Note that I used mass flow units, not volume flow (like “cfm”). You can draw a curve of that looks like Figure 1. Note that it doesn’t keep ramping up vacuum with icfm. That’s because the density is dropping as the vacuum is increasing.
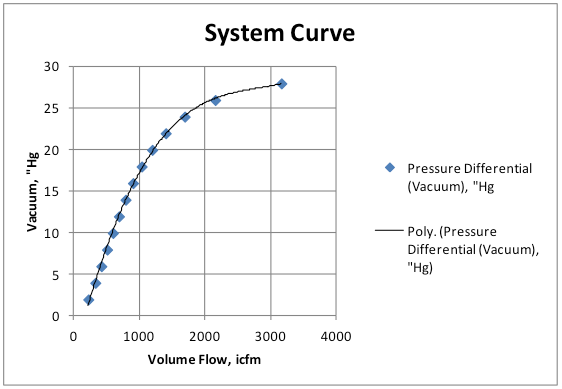
Figure 1. Typical Vacuum System Curve.
The third principal is that power is proportional to volume flow (icfm, not scfm) and vacuum.
If I just change the vacuum from 20”Hg to 16”Hg, and adjust the mass flow by the system curve and calculate the new icfm, I get 40% less, for the same exact system:
- Q (scfm) at 16”Hg = 400 x [(10/14)x(16/20)]^0.5 = 422 scfm
- Q (icfm) at 16”Hg = 422 x 29.92 / (29.92 – 16) = 902 icfm
- Power at 16”Hg = 85 x 902 / 1194 x 16 / 20 = 51 bhp
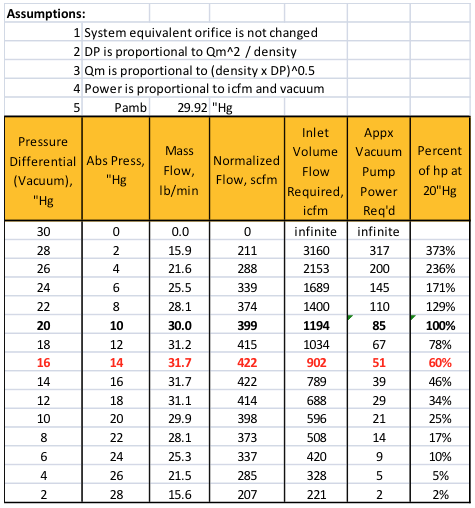
If the change was 8”Hg, from 20 to 12”Hg, the reduction would have been 66%, only requiring a 30hp motor. Wow! See Table 1 for more detail.
Table 1. Adjusted Flow and Power for Varying Vacuum Levels (Sea Level System)
Then why not change your vacuum level by 8“Hg and put a new vacuum pump in there 1/3 of the present unit’s size. Whoa!! This analysis is at one operating point. Your system is dynamic, and still has to meet a peak condition.
Typical Routing Table Description
A typical routing table is essentially a hard sponge, and vacuum is drawn on the bottom of it. Work pieces set on top of it are held down by the vacuum caused by air sucking through. The more coverage, the less flow required. It acts like a varying leak (like a varying orifice, or “system”), with less coverage there is more demand on the vacuum pump in mass flow, so the system needs to be designed for no coverage, full flow. As typically designed, there are dedicated vacuum pumps for each process. But is it the goal of manufacturing to run the tables empty? Of course not! Figures 2-5 show a typical table, and the resulting change in vacuum from open to covered at the vacuum pump. This 40 hp vacuum pump couldn’t keep up when the table was open, and dead-headed when the table was fully utilized. Power at the vacuum pump only drops by 20% from full to no load.

Figure 2. Routing Table, Full.

Figure 3. Routing Table, Empty.

Figure 4. Vacuum Gauge, Table Full.

Figure 5. Vacuum Gauge, Table Empty.
Example with Four Vacuum Pumps
Let’s develop an example from real life, with some simplifications. This example is drawn from a cabinet manufacturing plant at 4,000 ft elevation. The plant has four routing tables, and vacuum is used to hold panels down while routing. See Table 2 for an equipment list and Figure 6 for a simplified diagram.
Table 2. Project Vacuum Pumps
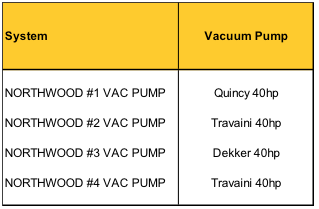
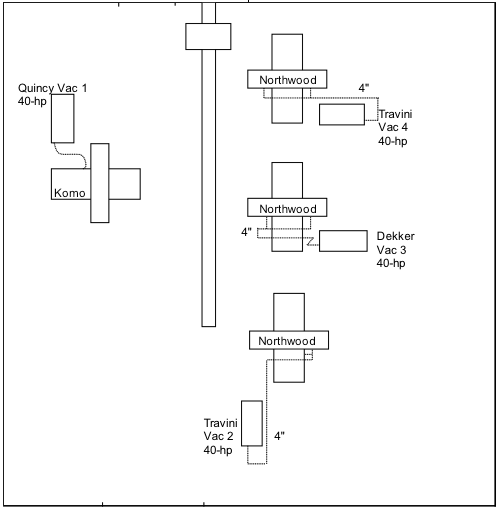
Figure 6. Existing Vacuum System Diagram.
Evaluating the Centralization of Vacuum Systems – Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
Determine Reduced System Load at Lower Vacuum
To determine the average system demand for a vacuum pump, you won’t learn much about the flow from power-logging, except what you’re paying in electricity. Vacuum pump curves are fairly “flat”, so if the current is at 80%, the unit could be making anywhere from 0% to full flow. The best way to determine average load is to log the vacuum while running. If you can log current or power at the same time, great. Average vacuum levels while running for the four vacuum pumps in this system are shown in Table 3. Figure 7 shows the trend data:
Table 3. Average Vacuum and Run Times
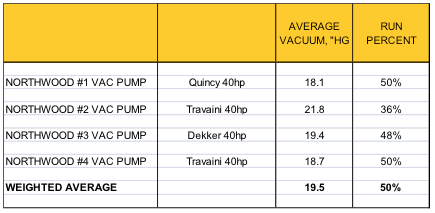
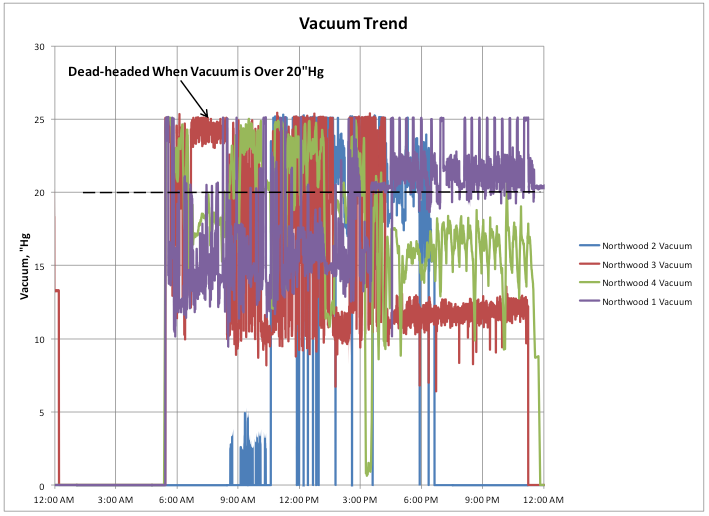
Figure 7. Vacuum Trend Data, Typical Day.
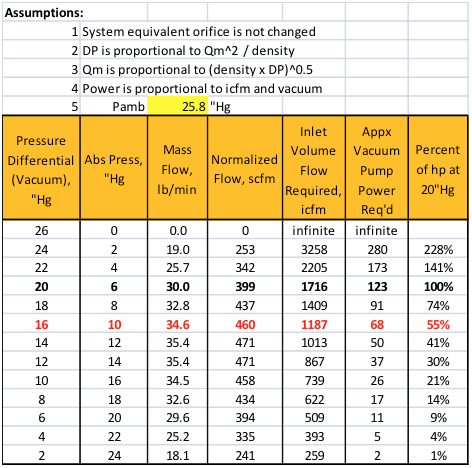
To make performance adjustments at the project site location, I adjusted Table 1 for 4,000 ft elevation and the calculated total flow for the project (399 scfm at 19.5”Hg). See Table 4. The simplified model shows that dropping vacuum to 16”Hg can save about 45% power, if the system was able to adapt efficiently.
Table 4. Adjusted Flow and Power for Varying Vacuum Levels (4,000 ft Actual System)
Recommended Project
To save the whole 45%, we have to develop a project that can somehow distribute all the machine centers to one optimized vacuum system. This isn’t as hard as it sounds. The following project needs to be implemented – see Figure 8:
- Install a common piping loop for the vacuum system
- Install automatic shut-off valves for vacuum to each machine center
- Install storage
- Control optimal vacuum pump run time and optimal demand (valve control)
- A VFD on the Quincy screw vacuum pump can improve the pressure control, but might not be cost-justified.
This allows the system to meet peak and still have one vacuum pump off. The project cost estimate is about $40,000, and savings are about $9,000/yr. It is about a 4-5 year payback before utility incentive, and about half of that afterwards, a good project. It will reduce vacuum pump run time by about 44% and reduce maintenance and noise.
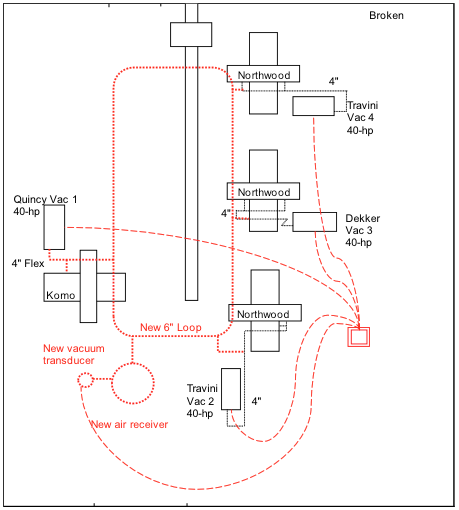
Figure 8. Recommended Improved Vacuum System.
Other Improvements
To reduce load further, the automatic valves for vacuum supply to each machine center can be shut off at times when no vacuum is needed, during lunch or when there is no production required for a table. Vacuum pumps are typically all started and stopped manually at the beginning of the first shift and off at the end of the last shift. The sequencer will reduce vacuum pump run time automatically when that happens.
Conclusions
Dead-headed vacuum systems don’t add value when there is no production. In fact, they only waste energy when you’re not making product. So find a way to run at the required vacuum, and to turn off vacuum pumps when there is only a static hold requirement. Consolidation and automation is one of the best ways to do that.
For more information, contact Tim Dugan, tel: (503) 520-0700, email: [email protected], or visit www.comp-eng.com.
To read more about Vacuum System Assessments, please visit www.blowervacuumbestpractices.com/system-assessments.



