Good afternoon! Please describe vacuum hold-down in CNC routers.
Good afternoon! DEKKER Vacuum Technologies has a long history serving the woodworking industry and we are glad to review “Best Practices” for vacuum hold-down in CNC routers. Let’s back up a little first.
Vacuum chucks and holding devices have been used in many industries for a variety of purposes, from lifting packages to holding items for machining. With the introduction of CNC routing machine-tools for mass production (of wood furniture, plastics and other non-magnetic materials), there was a need to clamp-down large work pieces on the flat router tables. Mechanical clamping was not an option as it caused damage to the work pieces and didn’t satisfy the need to quickly place items on the table and clamp instantly.
The solution was to use vacuum to hold-down the work pieces, offering instant clamp-down and removal. The CNC router tables have a flat, machined surface with grooves (or channels) over the whole area and rubber seals. Metallurgical advancement in router tool bits have allowed for higher speed machining, creating a substantial force on the parts on the table, therefore requiring a tremendous hold-down vacuum force on these parts. Vacuum provides the means to create those forces.

Titan series High-Efficiency sawdust tolerant Liquid Vacuum Pumps (35 to 2,000 CFM).
What types of CNC routers are used in the woodworking industry?
CNC routers cut and shape wood products and vacuum is used to hold these pieces down as they are cut and/or shaped. There are two designs of CNC routers: pod systems and nested parts.
In deciding which type of router to use a company must look at the shape and type of cutting that will be done. Pod system routers are typically used to cut odd shapes like hand-rails and window/door frames. Nested parts routers are typically used for items like cabinet doors where many doors can be shaped and cut from a single large sheet of wood. This is where the term “nested parts” comes from as many products are cut out of a larger sheet.

DuraVane RVL designed for woodworking, vacuum chucking and lifting applications.
Please describe Pod System CNC Routers.
Pod systems use vacuum pods, which are similar to a vacuum cup holding the wood in place. The pods can come in all different shapes, but are usually relatively small with a standard size being 6” x 6”.
The advantage of the pod system is that it seals very well with the lip of the pod not allowing any leaks. Since the pods are small and one system may only have 4 to 24 pods, a small vacuum pump is used. There is very little air to be removed and a deeper vacuum provides additional holding force during the cutting of the part without the concern of the part moving.
A lubricated rotary vane vacuum pump is the most common vacuum pump used for a pod system. It has adequate flow and a very deep vacuum for maximum holding power.

AquaSeal DVW designed for applications involving cutting or shaping stone, tile, marble, granite, etc.
Please describe a Nested Parts CNC Routers.
Nested parts routers use a single sheet of porous material, called fiber board, on which the wood to be cut is placed. Vacuum is pulled through the fiber board, to hold the wood in place, as it is shaped and cut. The advantage of this type of vacuum hold-down is no clamps are used and all of the wood being held-down can be used for the finished product – resulting in less scrap.
A typical nested parts router has a table surface of 4’x 8’ or 5’x 8’. To help increase capacity, there are even dual tables that allow one side to unload the finished product while the other side is cutting the next parts.

Vmax VFD Oil-Sealed Liquid Ring Pump System with variable frequency drive control (35-5,400 CFM)
How does the type of fiber board impact the vacuum hold-down process?
There are three different density-types of fiber board . The different types (low, medium and high-density) are selected depending on the vacuum force needed to hold the product. Each fiber board type allows a different amount of air through it for the vacuum hold-down. The low-density type allows the greatest amount of air through it.
Since there is a continual leak of air through the fiber board, a much larger capacity vacuum system is needed. A table with a fiber board of 4’x 8’ usually uses a vacuum system that can deliver a minimum of 300 ACFM and as much depth of vacuum as possible. Many systems have a low vacuum alarm that shuts the system off if the vacuum level starts to drop and is too low to hold the parts safely. It is also critical that the ends of the fiber board are sealed to prevent leakage.
How do you protect vacuum pumps from ambient contaminants like sawdust?
In this application an inlet air filter is a must. Woodworking may be the most difficult application for vacuum pumps due to the dusty environment and harsh operating conditions. With a pod system, the vacuum pump can see air directly from the wood that is being held-down. With a nested parts router, the vacuum system will pull a vacuum on the under-side of the fiber board, but as cutting and drilling of holes of the finished product takes place, sawdust can be pulled into the vacuum system
It’s important to select durable vacuum pump technology for this contaminated atmosphere. Our Vmax Oil Sealed Vacuum System excels in this application as it can pass small amounts of sawdust without damaging the vacuum pump, however, heat exchanger fouling can become an issue. Other vacuum pump technology types (lubricated rotary screw and dry rotary vane) are totally dependent upon the inlet filter functioning properly as any sawdust ingestion will break the pump. Sound and heat generation are also important vacuum pump selection criteria.
How does atmospheric pressure impact vacuum sizing?
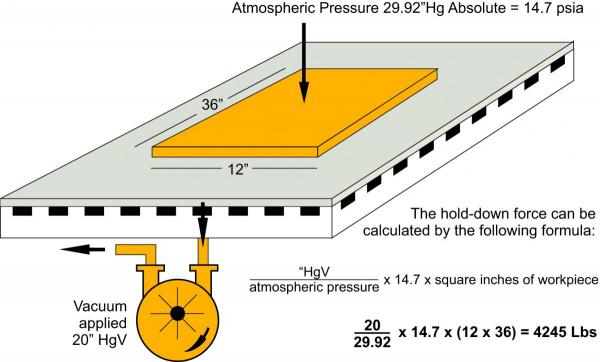
Atmospheric pressure at sea level is 14.7 # / inch2 (PSIA) or 29.92 inches mercury (" HgA). When the work piece is placed on the table and a vacuum is applied, a negative pressure is created underneath the work piece. Let's assume we create a vacuum of 20" HgV at sea level, which is the equivalent of 20/29.92 x 14.7 = 9.83 # / inch2. In the picture below, we show a schematic layout of a router table with a work piece the size of 12 x 36" or a square area of 432 inch2. With 20" Hg vacuum, we create a total force of 432 x 9.83 = 4245 pounds. The degree of vacuum depends on the size of the work piece. Smaller pieces would require a higher vacuum to make up for the reduced surface area or if less machining force is applied.
When operating at a higher altitude, the vacuum pump has to be able to work at a higher equivalent vacuum. For example, let's assume we work in Denver where the barometric pressure is approximately 25" HgA or 12.3 PSIA. To create the same hold-down force, the pump now has to be capable of operating at a higher equivalent vacuum - calculated as follows. At sea level, the absolute inlet pressure measured at the pump inlet would be 29.92 - 20 = 9.92 "Hg absolute ("HgA). At a barometric pressure of 25" HgA, the required absolute inlet pressure measured at the pump inlet would now be 25 - 20 = 5" HgA, or an equivalent sea level vacuum of 29.92 - 5 = 24.92" Hg.
What are some ways to reduce the energy consumption in a vacuum hold-down application?
The largest energy savings opportunity is to select a Vmax system with a variable frequency drive. This offers two advantages, the first being reduced energy consumption (50% turndown on power) when the pump is not in use. So, when the operator is changing parts, or on break, as long as the inlet to the pump is closed, the pump will slow down to minimum speed, saving energy. The pump then speeds back up as soon as the valve is opened.
Second, a VFD helps to eliminate part slippage. On a nested table where lots parts are being cut out of a sheet of wood, leakage increases as the router cuts the parts. Using an appropriately sized Vmax with a VFD means that as the leakage increases from cutting, the vacuum pump speeds up to maintain a constant pressure on the parts, thus eliminating slippage and scrap.
Other areas of opportunity include examining losses in the piping system and moving from a decentralized to a centralized vacuum system. It’s important to remember that while CNC Routing is an important vacuum application in the woodworking industry, it’s also used for laminating, veneering, polishing, drilling, milling, engraving, thermoforming, glass cutting and stone/tile cutting.
Thank you for your time and congratulations on your new and very informative website.
For more information please visit www.dekkervacuum.com.
To read more about the Woodworing Industry please visit www.blowervacuumbestpractices.com/industries/woodworking.



