Introduction
Vacuum systems are just compressed air systems in reverse. A vacuum pump is a compressor. The system is just on the inlet side of the vacuum pump, and it squeezes rarified air up to atmospheric pressure. Just as in compressed air systems, the “demand-side” matters just as much as the “supply-side.” Meaning, the way air is “used” (drawn into the system) is as important as how efficiently and reliably it is compressed. However, just as in compressed air systems, without adjustments or modifications of “supply-side” (vacuum pumps and controls), little savings will result. See my article on “on-demand” vacuum systems for ways to optimize the supply-side after demands are reduced, ”Industrial Dust Collection Vacuum System Audits.”
Background
Refer to the previous article “Vacuum System Fundamentals for ‘Compressed Air People’” for terminology, mainly “icfm,” “scfm,” “system resistance” and “choked flow.” In a nutshell, icfm is always way higher than scfm in vacuum systems. Recall each sub-system usually requires a velocity at a pressure differential, equating to a mass flow. Add up the mass flows and this is the real “demand.” Convert it to the vacuum level at the pump inlet, and you arrive at the volume flow required. The vacuum pumps are sized by volume at intake, and they will balance against the system if sized too large, at a lower absolute pressure (higher vac) than needed. This balances the “system” and “vacuum pump curve” at the same point. Typically, this results in wasting a lot of energy by causing you to install and run vacuum pumps that are way too large.
“System resistance” is the behavior of the system as a big “hole,” or an orifice. Double the flow, and the pressure difference quadruples. “Choked flow” is the condition where a standing shock wave exists at a point of rapid expansion, resisting further flow from going through the point at a higher-pressure differential.
Typical Vacuum System Demand-Side
This article will focus on optimizing the demand-side so the centralized “supply-side” (the vacuum pumps and controls) can then run at a lower energy and maintenance cost. First, I will start with a simplified model of a vacuum pump system demands. See Figure 1 for a one-pump/one-demand simplified system. See Figures 2-6 for some typical controlled and uncontrolled demands. The symbol with the three lines is an orifice, a hole essentially. I am defining three types of system demands adding up to the total demand on the vacuum pump:
- Controlled demand at production equipment or process: This could be a damper in a dust-collection or vapor-handling system, an orifice or control valve in a process system, a pick-up point for a material handling system, or an engineered part of a material handling equipment like a suction cup. It might be controlled by the PLC on the vacuum system, either on-off, variable % open, etc.
- False demand at production equipment or process: This could be a hose leak, unnecessary open nozzles or orifices, etc.
- Distribution leakage: This can be from leaky ducts, fittings, hose clamps, open hoses, etc.
Distribution ducting/piping is an important part of the demand-side of a vacuum system. However, it is out of the scope of this article. We will be focusing on the flow and vacuum level issues related to end use.
Figure 1. Typical Vacuum System, Showing Types of Demands
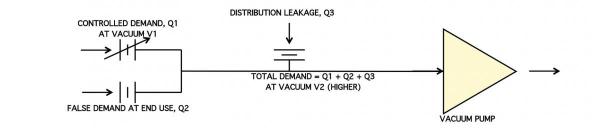
Figure 2. Typical Controlled Vacuum Demand – Furnace Pull-Down

A butterfly-valve controls flow to the furnace, to pull down a vacuum at the start of the heating cycle. It is closed when the furnace is open. Typically, there is no proportional control, just on-off.
Figure 3. Typical Uncontrolled Vacuum Demand – Routing Table

The table is a porous series of tiny holes, and vacuum is always being pulled on the bottom. As larger pieces cover the table, flow decreases. So, flow is variable, not by control, but “on accident.”
Figure 4. Typical Uncontrolled Demand at End Use – Clean-Up Wands

These types of demands are on all the time, even if the machine center is off and controlled air is off.
Figure 5. Typical Excessive Demand at End Use – Large Area Pick-up Point

hese demands are often in trim-collection and dust-collection systems, and have high-flow and low-effectiveness due to poor design at pick-up point. Due to high-area, the velocity is not high enough at the point the material needs to be entrained in air.
Figure 6. Typical Distribution System Leak

In summary, we will discuss the following demand reduction methods in this article:
Methods to reduce demand by adjustment:
- Control vacuum at optimal level at end use.
- Control vacuum at optimal level at vacuum pump inlet.
Methods to reduce demand by re-design:
- Optimize design of end use.
- Interlock-flow-consumers with system-served.
Understanding Flow for Proper Vacuum Pump Sizing – Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
Control Vacuum at End Use
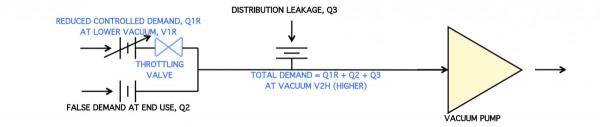
As shown in Figure 1, the vacuum level drops significantly in the distribution system, so this measure is to control it at the process, in order to get it to the required level. Typically, this would be via a throttling-valve or damper. It can also be done by a bleed-in valve, but is not efficient. See Figure 7. As described in my Fundamentals article, the mass flow is “choked” (constant, insensitive to pressure differential) at vacuum levels below about 16” Hg, so this method is only effective for vacuum levels below about 16” Hg.
The reduced flow at the end use results in lower total flow at the vacuum pump. However, it will also increase the vacuum level at the inlet if the pump is not controlled. See the next section for more information on vacuum pump adjustments.
Figure 7. Reduced Demand by Vacuum Control at End Use
Control Entire System Vacuum at Vacuum Pump
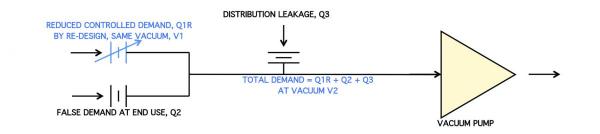
As discussed earlier, reducing the vacuum set point at the vacuum pump reduces flow in the system at non-choked-flow vacuum levels. It has the additional benefit of reducing the icfm to achieve the required mass flow. If vacuum is reduced 10% and mass flow is kept the same, the inlet flow drops 10%. Further reductions might be enough to run a smaller vacuum pump, if one was available. See Figure 8.
Figure 8. Reduced Demand by Vacuum Control at Vacuum Pump Inlet
Although this is an article on demand-side reductions, this one measure is essentially a simple “supply-side” measure impacting the demand-side. Reducing inlet vacuum level on a vacuum pump is done differently with different types of vacuum pumps. We recommend a vacuum audit be conducted to determine what vacuum levels are actually required at each process, and if the flow and vacuum level is already more than adequate. If so, the entire vacuum system can be reduced by adjusting the vacuum pumps. Below are some methods:
1. Unfortunately, power doesn’t drop much in this control mode, no more than 30% from atmospheric pressure intake to dead-headed. Thus, for a dedicated, single-vacuum pump system, savings are minimal for this mode of control. However, if there are two vacuum pumps, and the modulating screw vacuum pump can act as the “trim,” reducing the vacuum might reduce system flow enough to allow another smaller vacuum pump to be shut off.
Figure 9. Typical Inlet-Modulating Rotary Screw Vacuum Pump

2. Positive-displacement rotary screw vacuum pumps, and VFD control: These are very efficient at full and part-load, and are roughly proportional to flow (icfm) down to about 30% demand.
3. Belt-drive vacuum pumps (all types): The driven pump speed can be reduced by sheave and belt changes, reducing both vacuum and power. If a vacuum audit has determined the peak flow can be met by a reduced flow, and the pump curve supports a reduced speed to match the reduced peak flow, this can be an alternative. Vacuum pumps respond to speed reduction differently, so there will be a minimum speed. Liquid ring vacuum pumps lose their liquid seal at some point, and centrifugal types lose head dramatically with the square of speed.
4. Centrifugal vacuum pumps: Impellers can be trimmed in these types of vacuum pumps to deliver less flow (icfm) at the required lower vacuum. As with belt-changes, a sufficient engineering assessment needs to go into understanding the peak flow requirement and the vacuum pump curve at alternate impeller trims. Head reduces by the square of impeller diameter, as it does with speed.
Optimize End Use Design
In our experience, nowhere is excess flow by poor design more evident than in dust-collection central-vacuum systems in wood-processing plants. As shown in Figure 5, no real design went into most pick-up points. This example shows a huge area larger than the duct area itself. This is the opposite of what should be designed. To demonstrate this, remove the brush from your vacuum cleaner wide fitting, and try vacuuming your rug with the hose and fitting sitting parallel with the rug, rather than snugly fitting at a right angle to the rug with a very low area for the air to pull into the system. The goal in pick-up point design is to develop the necessary velocity, pressure differential, or mass flow, to do the job. We will summarize these three categories and some design issues to address:
1. Velocity-sensitive Applications:
Any time a solid material needs to be moved it is going to be a velocity-based application. The physics is basically Bernoulli’s law, turning velocity into force (force proportional to the velocity squared). The force keeps an air foil up in the air or creates drag. The particles of dust, paper, etc, don’t “care” what the vacuum level is. The vacuum is only the means to the end of creating a velocity sufficient to get the particle moving. Then, the ducting velocity needs to be sufficient to keep it moving in the “dilute phase” of conveying, usually 3,000 to 5,000 fpm, dependent on material. See Figure 10 for an example of a poor pick-up point design for a saw, requiring up to 9,000 fpm to capture the chip. Typical designs only work because centrifugal, or gravity force, throw the particles into the duct. They are not intentionally sucked in. The open area used is up to 10 times what is needed, requiring far more flow at the vacuum blower to sustain the vacuum level required for other parts of the system.
Figure 10. Poor Saw Pick-Up Point Design

2. Pressure Differential (Vacuum)-Sensitive Applications:
These are typically vacuum applications physically holding-down a part being machined, or lifting one being moved. See Figure 11 for an example. They are commonly static-flow if working correctly, at least while the product is in contact with the end-use device. If the seal is good, no change to the “vacuum cup” is recommended. However, the flow demand when the product does not need force is wasted. This is where internal controls modifications shutting air off between cycles would save average flow. It is essentially an “interlock” concept, usually provided by the OEM of the equipment. Some are supposed to be designed in this way, but can open. See the next section for interlocks easily added to an existing piece of equipment.
Figure 11. Static Vacuum Application – Lifting

3. Mass-Flow-Sensitive Applications:
These are typically in a system pulling gas through a separator in a chemical process in an evaporative, or thermal application. Vacuum level only needs to be what is necessary to develop the mass flow. Redesigning the end-use components and piping for less restriction can allow the vacuum system to operate at a lower vacuum, and thus, a lower icfm for the same mass flow. See the vacuum pump adjustment section for information about vacuum pump adjustments.
Interlock Demands with Process
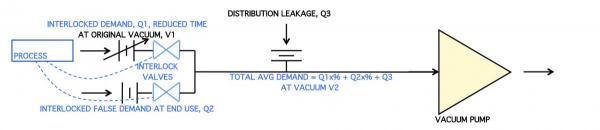
This is merely the installation of reliable isolation valves/dampers shutting off air flow when a process doesn’t need it. Usually, the only wiring needed is a pair of control wires triggered by a normally-closed auxiliary contact on the process machinery opening when it is running. Those wires should power a normally-open valve closed when the process is not running. This is a fail-safe design. An interposing relay might be needed if the contact is normally-open. See Figure 12.
Figure 12. Reduced Demand by Interlocked Demands
Conclusion
The demand-side of a vacuum system has many opportunities for flow reduction, vacuum reduction, and percent tie (average flow) reduction. All of these can be done in isolation or as a combined custom project. They also need to be combined with some form of supply-side project. It might be as simple as a vacuum adjustment, or as complex as an on-demand system integration project. In any case, a qualified vacuum expert should perform an audit first to determine where the opportunities are and what practical project can be implemented.
For more information, contact Tim Dugan, tel: 503-520-0700, email: [email protected], or visit www.comp-eng.com.
To read similar Vacuum Systems articles, please visit https://www.blowervacuumbestpractices.com/system-assessments/vacuum-systems.



