 |
Audit of the Month |
|---|---|
| Where: | Manitoba, Canada |
| Industry: | Snack Food Manufacturing |
| Issues: | Nitrogen System and Inappropriate Blow-off Air |
| Audit Type: | Nitrogen and Compressed Air System |
| System Assessment Win/Win Results* | |
|---|---|
| Reduction in Energy Use: | 784,922 kWh |
| Reduction in CO2 Emissions: | 560 metric tons |
| Equivalent CO2 for homes: | 74 homes |
| Equivalent CO2 for vehicles: | 103 vehicles |
| Total $ Savings: | $32,285 |
| Investment | $84,091 |
| Energy Rebate | n/a |
| Simple ROI | 2.5 years |
*Annual energy consumption
|
Compressor System before Assesment | Compressor System after Assesment | |
|---|---|---|---|
| Operating hours: | 8760 hours | 8760 hours | |
| Power Cost kW/h | $0.02590 | $0.02590 | |
| Avg. Air Flow | 319 cfm | 242 cfm | |
| Plant Air Pressure | 120 psi | 120 psi | |
| Nitrogen System Pressure | 139 psi | - | |
| Combined Plant/Nitrogen Pressure | - | 130 psi | |
| Compressed Air Specific Power | 44.38 kW/100 cfm | 20.8 kW/100 cfm | |
| Nitrogen Specific Power | 355 kW/100 cfm | 83.2 kW/100 cfm | |
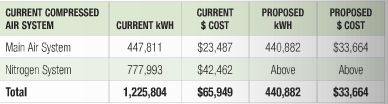
| Annual Energy | 1,225,804 kWh | 440,882 kWh | |
| Annual Energy Cost | $65,949 | $33,664 | |

The Existing Nitrogen and Compressed Air System
The snack food facility is running with two normally separated compressed air production systems: the main plant system and the nitrogen system.
The main plant air system provides compressed air to general air uses through a radial feed distribution system consisting of various sized pipes. This system consists of a 100 HP, VSD-controlled, air-cooled, lubricated, screw compressor with two storage receivers, system filters, a non-cycling refrigerated dryer and a flow controller. A spare 60 HP compressor exists for emergencies, but is not normally run as it is in poor condition. A normally closed emergency tie connection exists from the nitrogen system, to be used in case of a nitrogen compressor failure. The air system is pressurized at a 120 psi set point for an average of 7,455 hours per year. The system is turned off on weekends and during holidays as no air is required after production or cleanup operations have ceased.
The nitrogen system provides nitrogen to the packaging area and for blanketing of cooking oil in storage. This system consists of a load/unload controlled, fixed-speed 55 kW(75 HP), air-cooled, lubricated, screw compressor with a single storage receiver, system filters and a non-cycling refrigerated dryer. The compressed air is used by a bank of two Pressure Swing Adsorption (PSA) type nitrogen-generators that absorb the oxygen and output Nitrogen at a purity level of 99.5% or higher.
This system is pressurized at an average pressure of 139 psi on a 24 x 7 basis for 8,760 hours per year to provide continuous nitrogen for cooking oil storage.
Based on site measurements the estimated total system storage receiver capacitance for the air system is 1,260 gallons or 11.6 cubic feet per psi. The estimated capacitance for the nitrogen system on the air side is 240 gallons or 2.2 cubic feet per psi. The nitrogen discharge side has 2 x 240 gallon receivers for buffer duty but this is not seen by the output of the system, as there is separation due to pressure regulation. There is essentially zero storage capacity on the nitrogen discharge, simply about 200 feet of 2 inch pipe equivalent to about 40 gallons.
General Assessment of the Existing System
The general assessment of the facility air and nitrogen systems is that there is very low system efficiency due to running two separate air production systems, with one running in an inefficient load/unload mode with limited storage capacity. The main air system has an efficient VSD style compressor that is running with good efficiency, but there is excessive pressure drop across the system filtering and the air dryer.
Distribution system sizing is excellent with no issues found. The system piping seems to be of large enough capacity to prevent any system pressure losses. The air pressure to the main plant is passed through a flow controller that should be regulating the pressure to limit increased loading caused by artificial demand. The controller is faulty and needs to be repaired. Air leakage in the plant is consuming an estimated 22% of all air produced. There appears to be no regular leakage control program in place in the plant.
Nitrogen represents the largest single use of compressed air in the plant. This system is displaying very poor efficiency due to an incorrect adjustment or failure in one of the units. Even though two nitrogen banks are required only 26% of the time, two units are consuming purge air between 40 and 50% of the time. This is an issue because each unit requires a significant fixed purge flow of about 70 cfm, even though the unit may be producing no nitrogen. Further to this, one unit, due to an internal problem and/or due to the lack of downstream nitrogen storage, continues to purge during non-production hours at an average input flow of 77 cfm, which causes the associated air compressor to run continuously at a very inefficient part of its characteristic curve.
System reliability is presently questionable due to the manual nature of the compressor control and the lack of enough system backup. Neither system presently has the capability to withstand the loss of the any compressor without experiencing a system outage.
There are a number of end uses that could be classified as inappropriate uses. An inappropriate use is a compressed air load that could be powered using a more efficient alternate source of power. The compressed air blowing on the continuous cooker line is by far the worst end use, consuming 150 cfm during testing. If this tested level represents its average consumption, it would represent about half of the average production flow. Two cabinet coolers at 25 cfm each, a conveyor belt wipe estimated at 15 cfm, and the salter at 12 cfm are other end uses that could be investigated for conversion.
The specific power of the air system is 25.96 kW/100 cfm produced. For the nitrogen system the specific power of the air side system is 44.38 kW/100 cfm and the nitrogen system 355 kW/100 cfm. Normal levels would be in the 22 kW/100 cfm range for air and 110 kW/100 cfm for nitrogen. These numbers indicate some small gains can be made for the air system and some major gains can be achieved on the nitrogen side.
Due to article length limitations, we will focus on the efforts made to optimize the nitrogen generation systems and the blowing applications.
Nitrogen Base Case
Future plans call for increased nitrogen capacity to enable all bagging machines to operate using nitrogen. This will increase nitrogen system costs to higher levels than present due to the air demand caused by two additional nitrogen generators. Further to this, a desiccant dryer will be added to the inlet of the bank of generators to better condition the air to prevent fouling of the desiccant in the generators. These additions will further increase the operating cost of the nitrogen system. This section estimates the cost of such increase to create a new base case for utility incentive purposes.
The profile below shows the demand usage profile for the present nitrogen demand. This profile indicates the demand is on average 15 cfm and that production demand occurs about 45% of the time. Two nitrogen generators (each rated at 30 cfm each) are required 26% of the time. One nitrogen generator is required the remainder of the time, however, it can be seen that for 55% of the time the Nitrogen flow is very low, likely feeding leaks.
The readings were taken during a period of higher product demand before the Christmas period. Subsequent reading taken after the holiday period showed that average demand had fallen to about 10 cfm average, however, for calculation purposes the 15 cfm flow rate will be used as a conservative estimate.
The input air loading profile shape differs significantly from the nitrogen due to malfunction of one of the generators and the present coordination of the pressure switches that control the units (meaning it does not track linearly). It can be seen from the graph that two generators are online consuming input air about 40% of the time, and one remains on continuously, with an input of about 80 cfm, even though the nitrogen output is very low.


Proposed Systems
In general these strategies include combining the two systems into one well controlled system, replacement of the inefficient refrigerated dryers, upgrading compressed air filters to low differential, reducing air wastage due to drainage and leaks, reducing artificial demand caused by operating at a higher pressure than required, and optimization or elimination of inappropriate uses.
Further efficiency improvements could be gained by repairing the faulty nitrogen generator, adding more efficient nitrogen generator units, and adding nitrogen storage. Efficient use of nitrogen could be maintained by shutting down the feed to packaging machines during non-production hours and regulating the pressure to the machines to ensure a constant flow even with varying nitrogen generator output pressure.
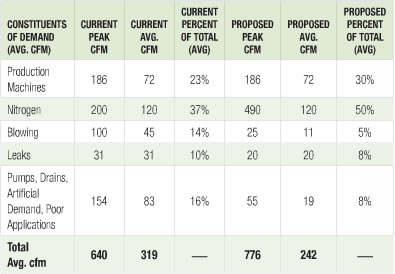
Constituents of Compressed Air Demand
The proposed system will produce air at a specific power of 20.8 kW/cfm. Nitrogen would be produced at 83.2 kW per 100 cfm. This would be a substantial increase in efficiency from the present mode of operation.
Reduce Compressed Air Used for Blowing
Blowing using compressed air for cleaning, drying or moving product is expensive due to the significant energy intensity involved in producing compressed air. Some blowing applications were found in the plant that could be upgraded. One application that has the most impact on the system is the blowing of the conveyor on the input to the continuous cooker. This application previously had a blower installed, but the unit had failed at some point in time. An alternate compressed air supply was used to supply this end use through the whole measurement period, which significantly taxed the compressed air system and pushed the compressor to maximum capacity during peak flows. Testing was done on this application and it was found to be consuming about 150 cfm. The adjustment of the ball valve on the compressed air supply is extremely sensitive, with a slight adjustment making a big change to flow. The actual average flow is somewhat in doubt. Because of this a lower flow is used for calculation purposes. Estimated annual cost to feed this blower is $4,970 per year. Blower costs would be about $500.
Various other blowing applications using compressed air were found:
- Conveyor belt blowing near the salter – estimated at 15 cfm for production hours only costing about $500 per year
- Blowing on conveyor at chip storage – estimated at 15 cfm for 200 hours costing $25 per year
- Blowing to distribute chips on input to kettle cookers – estimated at 95 cfm peak, but with low average of about 14 cfm costing $460 per year.
- Blowing to distribute salt on chips – estimated at 12 cfm costing $400 per year.


Install a Cycling Refrigerated Air Dryer
In most locations some type of air drying is required because the air being produced by the compressor and passed through the after-coolers is typically saturated with water vapour. If this air is allowed to cool in the plant pipe work the water vapour will condense and cause problems with connected machinery and processes.
Refrigerated dryers have been installed on both the air and nitrogen systems. These dryers use hot gas bypass control that keeps the refrigeration compressor constantly loaded even though the average moisture loading or the air processed by the dryer may be low. This causes the dryers to consume constant power through the full range of operation, which is inefficient.
Cycling, VSD or thermal mass dryers will vary the refrigeration compressor loading in direct proportion to moisture loading. It is recommended that the existing dryers be removed and one new large thermal mass dryer be installed as a replacement. If a dryer capable of processing the combined capacity of both existing compressors is chosen there will be an added benefit of lower pressure differential due to a larger dryer being applied to a load that will be, on average, much lower than the dryer capacity.
Estimated savings for the dryer replacement would be $2,430 per year for dryer operation and about $500 per year to account for pressure differential.
Ways to Reduce Purge Air of Nitrogen Generators
The nitrogen system supplier is recommending a desiccant air dryer be installed on the air input to the nitrogen banks. The heatless desiccant dryer proposed would have a constant 90 cfm purge flow at all times if it is not dewpoint controlled. A Dewpoint Dependent Switching System (DDS) is recommended on this dryer. This will result in significant savings due to the lower than rated average flow of the nitrogen system.
The existing nitrogen generators are Pressure-Swing Adsorption style units rated to supply 99.5% purity gas or better at about 30 cfm output per unit. From an energy point of view these units consume a significant amount of air when not in standby because there is a constant supply of air required to purge the beds of Molecular Sieve (called desiccant in this report) internal to the dryer. About 70 to 80 cfm of air is consumed when these generators are not in standby, even though the generator may only be producing small amounts of nitrogen. It is for this reason measures should be taken to control these units to ensure as few generator banks are online at a time and that the units are operating only as required. Once online the system should ensure the units maintain full flow, which is their most energy efficient point for as long as possible. It is also important to ensure the units go into standby when the system pressure is satisfied.
The system suppler has indicated that this type of operation is possible if set up using large storage receiver capacity. A large storage 1,060 gallon storage receiver should be installed to accomplish efficient control and act as a buffer to store nitrogen during off hours. A storage receiver of this size, operating with a 30 psi pressure band reserve, would contain about 9.5 minutes of capacity at 30 cfm demand (the capacity of one nitrogen bank). This would be more than enough storage to ride out the worst case 3 minute delay that occurs when a nitrogen bank comes out of standby.
Control of the new nitrogen generators will be important to maintain system efficiency. A system of coordination will need to be set up to ensure that only the necessary numbers of banks are online at any one time. This will reduce the 70 to 80 cfm of air that is currently being wasted in purging a bank that is producing near zero flow. The addition of large system storage downstream of the nitrogen generators would enable the generators to be switched on and off as required and still have enough Nitrogen in reserve to maintain a constant output pressure during the time delay on generator startup.
An enhancement of this control could be to install motor-operated valves either centrally located or on each machines so that the Nitrogen demand can be reduced as low as possible during non-production hours to limit the number of times the system must start to top up the pressure. The same could be done with the air system, with a valve installed to allow the plant compressed air to be turned off at night or on weekends when not required, eliminating the need to supply air to leaks.
Further enhancement of the nitrogen system would regulate the Nitrogen pressure to a level as low as possible to minimize the impact on local machine flow adjustment through varying conditions. Installation of the local flow meters in a different manner would also maintain accuracy of the flow and allow local operations to minimize the nitrogen demand.
The production machinery nitrogen metering system, using flow meters and a manual metering adjustment valve, is very sensitive to pressure changes. More accurate flows could be gained by regulating the nitrogen pressure to a constant lower level. Measuring the flow at this high pressure would also be more accurate because the flow metering used is sensitive to pressure changes.
New Air Compressor for Higher Peak Flows and Backup
Presently the total peak facility airflow during the transient events reaches an estimated 640 cfm, including the nitrogen system. This is near the total capacity of the installed compressors and allows the plant pressure to drop to lower levels during transient peaks when the two systems are not tied together. A reliable system should have enough capacity, in automatic start backup service, to provide this flow plus be able to withstand the loss of the largest compressor with no deficit in capacity during the hottest day of the year (when the compressors produce the least).
At proposed flows, with a new nitrogen system and air dryer added, causing peaks of 776 cfm, a new compressor will be required anyway to enable the system to operate without pressure loss during peak flows. If a new unit is to be purchased, it would be best to install a compressor larger than the existing 100 HP to give the system the capability of feeding peak flows with only two compressors running. If a 90 kW unit is installed the peak flows could be supplied using either of the existing compressors and during average flows only the 90 kW unit would be required.
Financials and Conclusion
The capital required to effect the proposed changes to the compressed air and nitrogen generation systems is $84,091. The annual energy savings resulting from the proposed changes are $33,664 which represents almost a 50% reduction in energy costs. What is very interesting is these savings are accomplished while increasing the peak air flow capacity and nitrogen generating capability required by the increased nitrogen requirements. The simple ROI of the project is 2.5 years.
This project again illustrates the value of a system assessment. In this situation, the decision made by the snack food manufacturer to enable all bagging machines to use nitrogen – had management expecting higher associated energy costs. On the contrary, the company was able to reduce their energy costs significantly by implementing the actions detailed in the assessment.
® Manitoba Hydro is a licensee of the Trademark and Official Mark



