Aerobic digestion is a common treatment technology used at small-to medium-sized wastewater treatment plants for the treatment of waste activated sludge (WAS). The objective of aerobic digestion is to treat the sludge for disposal, and for those trying to meet Class B biosolids, further reduce volatile solids (VS) and pathogens to ensure the sludge is suitable for land application.
VS is destroyed through a process called endogenous respiration, where some of the microorganisms begin to decay and are consumed by other microorganisms. The process of endogenous respiration produces carbon dioxide and ammonia. The ammonia is then nitrified in the presence of oxygen through the nitrification process, which converts ammonia to nitrate (see Figure 1). The nitrification process consumes alkalinity, and when left unchecked results in a drop in pH.
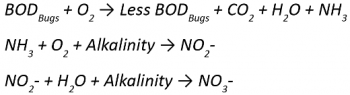
Figure 1: The process of endogenous respiration.
In a typical aerobic digestion process, air delivered by aeration blowers through a diffused aeration system is used to both provide the oxygen needed for endogenous respiration and to completely mix the contents of the aerobic digester tank, keeping the microorganisms suspended and in contact with each other. More often than not, there is little to no automated process control or instrumentation feedback in a conventional aerobic digester, and operators manually run the process.
Aerobic digestion is one of the highest energy consuming processes at a wastewater treatment plant. Most aerobic digesters are mixing limited — meaning that the energy or air demand required for the biology is far less than that required for mixing. A mixing limited digester design generally results in the following concerns or problems:
- Excess aeration – resulting in high energy consumption.
- Lack of process control – resulting in uncontrolled nitrification, pH drop, and chemical addition to control alkalinity.
- Lack of visibility into the process – resulting in uncontrolled dissolved oxygen (DO), over- or under-aeration, digester process upsets, and/or foaming.
- Excess nutrients returned to the head of the plant – resulting in secondary treatment process upsets and increased use of metal salts to meet phosphorus permits.
A Different Approach
A modified approach to conventional aerobic digestion that addresses these problems has been developed by EnviroMix, an engineering firm that designs and manufactures treatment systems. The company’s BioCycle-D Optimized Aerobic Digestion Process is a comprehensive sludge treatment solution designed to meet process demands. Digester operation is based on the principal of alternating aerobic and anoxic/anaerobic conditions. Through instrumentation feedback, the process controller automatically transitions the cycles from aerobic for VS destruction to anoxic/anaerobic for facilitating denitrification, alkalinity recovery, and energy savings.
In a conventional aerobic digestion design, the volume of air required to satisfy the oxygen demand of the process is far less than the volume of air required to mix the digester contents. As mentioned above, this condition is commonly referred to as mixing limited. The BioCycle-D approach decouples aeration from mixing — i.e. the function of mixing is no longer provided by the diffused aeration system, typically allowing for smaller horsepower blowers, a smaller aeration system, and significant turndown capability.

EnviroMix’s modified approach to aerobic digestion can use hybrid rotary screw blowers to provide efficient aeration, in turn, satisfying oxygen demand for VS destruction.
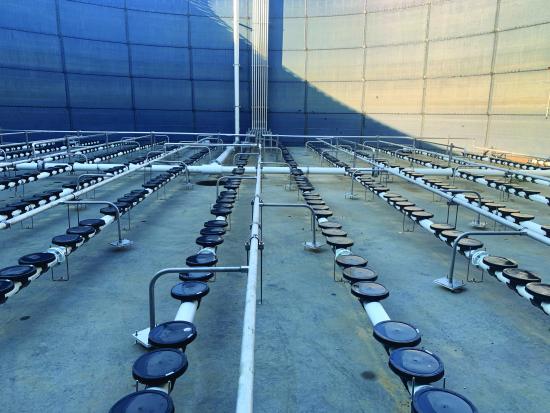
Separate aeration and mixing systems are included in the modified design, whereby a “right-sized” diffused aeration and blower system provides air to satisfy process oxygen demand, and an energy efficient BioMix Compressed Gas Mixing System provides the mixing function. This allows for independent control over oxygen delivery and mixing, preventing over-aeration and wasted energy (see Figure 2).
With the modified design, a diffused aeration system can be “right sized” to deliver oxygen, while the compressed gas mixing system maintains solids in suspension and allows anoxic mixing.
BioMix uses compressed air to uniformly mix the tank contents at 85% less energy than diffused air mixing. Decoupling aeration from mixing provides over 50% energy savings at design loading and even more when the digester is underloaded.
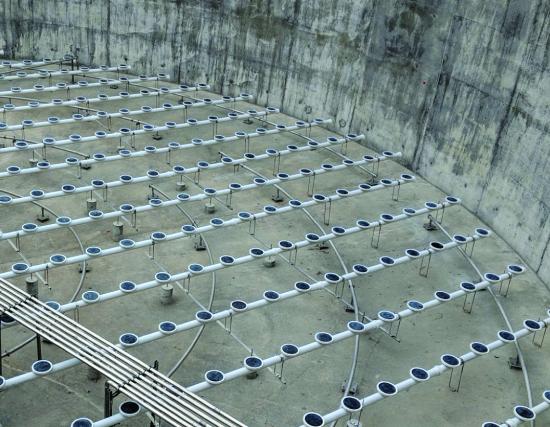
Figure 2: The decoupled approach allows for complete mixing, even under the aeration grid in hopper bottom tanks, enabling a “right-sized” amount of air to be delivered for VS destruction.
The central theme of the innovative aerobic digester process control logic is focused on providing complete flexibility to operate the digester based on current loading rates, rather than control strategies solely based on future-state design conditions. The process provides operational advantages in underloaded environments by adapting the process cycle to encourage energy savings, chemical reduction, and increased dewaterability of the outgoing sludge.
During both the aerobic and anoxic cycles, there are two automatic controllers that can be enabled or disabled — one based on oxidation-reduction potential (ORP) setpoints and one based on cycle time setpoints. The controllers work together to determine the best time to switch between cycle modes. Alternating between aerobic and anoxic cycles allows for destruction of soluble extracellular polymeric substances (EPS), reducing the bound water in the sludge, and therefore, improving sludge dewaterability.
During the aerobic cycle, the aeration blowers operate to deliver the right amount of air necessary to satisfy process oxygen demand without excess aeration. The amount of air is regulated to meet a DO setpoint. The process controller automatically identifies when mixing is needed to support aeration — i.e. when the airflow rate falls below what is required for keeping the contents of the tank completely mixed. Simultaneous optimal air delivery and compressed gas mixing reduce energy consumption. The system switches from the aerobic cycle to the anoxic cycle once the ORP value plateaus at the high ORP setpoint, indicating the nitrification work is done (see Figure 3).
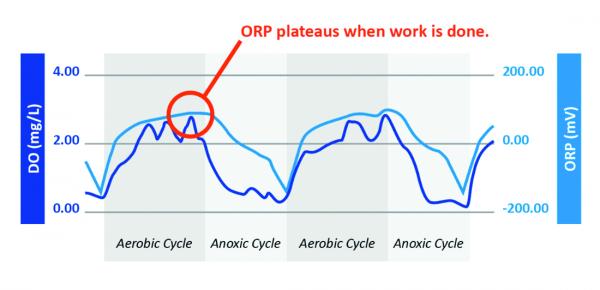
Figure 3: Transition from aerobic cycle to anoxic cycle using high ORP setpoint to detect ORP plateau.
During the anoxic cycle, aeration is disabled, and the compressed gas mixing system operates to ensure the sludge remains completely mixed, allowing for continued treatment at minimal energy consumption. Nitrate is converted to N2 gas through denitrification, which can return half of the alkalinity, eliminating the need for chemical addition to regulate pH. The system switches from the anoxic cycle to the aerobic cycle once the low ORP setpoint or nitrate knee is reached, indicating the denitrification work is done and the start of anaerobic conditions and phosphorus release (see Figure 4).
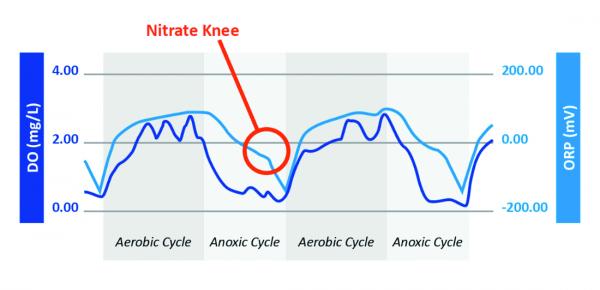
Figure 4: Transition from anoxic cycle to aerobic cycle using low ORP setpoint and nitrate knee.
The digester alternates between aerobic cycle control and anoxic cycle control until the operations staff is ready to initiate either “manual settle” or “manual decant” as a part of an optional supernatant return mode. To thicken the sludge within the aerobic digester, this operating mode is available for settling and decanting off the supernatant for return to the main treatment plant. The supernatant return mode is initiated by an operator and ends after operator intervention or after a preset time period.
An optional sludge processing mode, in which sludge is completely mixed as it leaves the digester, is also available to ensure sludge is homogenous for downstream processing and to maintain phosphorus in the sludge through low oxic states. The aerobic/anoxic cycling destroys cell walls, causing cell lysing and resulting in better dewaterability of the sludge. Additionally, maximized VS destruction reduces sludge volume, thereby reducing sludge disposal costs.
Aeration Blower Turndown Strategies – Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
Case Study
Highland, Illinois, is one of the oldest Swiss settlements in the United States. Located 35 miles east of St. Louis, Missouri, just off of Interstate 70, Highland is home to a population of approximately 10,000 and boast a highly rated school district, library, and hospital. City utilities are municipally owned and operated. The Highland Water Reclamation Facility (HWRF) treats sewage from 42 miles of sewer main within the community.
In 1998, the HWRF repurposed a former package plant originally constructed in 1976 to be an aerobic digester. The aerobic digester had four separate compartments, and each compartment was able to be wasted into and/or supernated from individually with airlifts pumps. The tank had coarse bubble air diffusers. Air was supplied by a 100-horsepower (hp) multistage centrifugal blower operated by a variable speed drive (VSD). In regard to the aerobic digester, the following concerns and frustrations were cited by plant staff:
- Could not maintain steady DO levels because of fluctuating tank levels.
- Had to manually throttle air valves to each compartment to keep air flowing to others when supernating.
- Was unable to utilize blower VSD for energy conservation with throttled air valves.
- Could not supernate all compartments at the same time because airlift pumps need the blowers running.
- Had to manually supernate the tanks, which was labor-intensive.
- Received odor complaints when air was reintroduced after supernating if air was left off too long.
- Was unable to meet the vector attraction requirements for 40CFR503 Class B regulations.
In 2020, the City of Highland upgraded their facility. The HWRF upgrade was designed to treat two million gallons of wastewater per day using an oxidation ditch which facilitates nitrification and biological phosphorus removal and an innovative aerobic digestion process to treat the waste sludge. The city selected EnviroMix’s BioCycle-D Optimized Aerobic Digestion Process as an integral part of the new plant design because of the significant energy savings and improved sludge digestion that the system provides.
In the aerobic digester, they were able to reduce their aeration energy from one 100-hp blower operating nearly continuously to satisfy process oxygen and mixing requirements, to one 60-hp blower operating less than three hours per day and one 25-hp air compressor operating the balance of the day at less than 50% capacity to keep the digester mixed.

Air compressors provide high-pressure air for the compressed gas mixing system at the City of Highland’s HWRF.
The upgrade also resulted in increased VS destruction, and reduced operator intervention due to greater automation and ease of use. BioCycle-D addressed all of the plant’s concerns through the convenience of automated instrumentation controls, the energy and process benefits of decoupling aeration from mixing, and the flexibility of built-in modes for supernatant return and sludge processing.

Shown is the new aerobic digester at the City of Highland’s HWRF.
Lower Costs and Improve Process Performance
Biosolids management costs for a small- to medium-sized wastewater treatment facility can account for 50% of the facilities operations and maintenance expense. Upgrading the aerobic digestion process can save both time and money, while ensuring process performance to meet disposal requirements. Rethinking the conventional approach to aerobic digestion with an innovative process like EnviroMix’s BioCycle-D allows plants to:
- Reduce energy costs by stopping blower operation when aeration is not required, keeping tank contents mixed with a low-energy mixing solution, and decoupling aeration from mixing to match air supply with process oxygen demand.
- Minimize sludge disposal costs by maximizing VS destruction, enabling plants to meet Class B biosolids requirements for land disposal, and reducing sludge volumes for disposal by improving dewatering results.
- Decrease operator demands by providing visibility into real-time process changes and the ability to automatically adapt operation based on that information.
About the Authors
David Lauer, P.E., is Vice President of Marketing and Business Development for EnviroMix. He is an accomplished sales manager with more than 30 years of technical product sales experience in the wastewater treatment equipment market. David received an MBA from Marquette University and a B.S. in environmental engineering from Michigan Technological University, and he is a Registered Professional Engineer in the State of Wisconsin.
Sarah Elger, P.E., is Director of Product Innovation and Strategy for EnviroMix. She has worked in the water and wastewater industry for more than 15 years and specializes in biological wastewater treatment and process controls. Sarah received an M.S. in environmental engineering from the Milwaukee School of Engineering and a B.S. in engineering mechanics and astronautics from the University of Wisconsin, and she is a Licensed Professional Engineer in the State of Wisconsin.
About EnviroMix
Headquartered in Charleston, South Carolina, EnviroMix designs and manufactures treatment systems to dramatically reduce energy costs and help facilities meet nutrient removal limits. Utilizing patented and proprietary technology, the company provides complete mixing systems, process controls, and energy management solutions to enhance plant performance in the water and wastewater markets. For additional information please visit enviro-mix.com.
All photos courtesy of EnviroMix.
To read similar articles about Aeration Blower Systems, visit https://www.blowervacuumbestpractices.com/system-assessments/blower-systems.
To read similar articles about Wastewater, visit https://www.blowervacuumbestpractices.com/industries/wastewater.



