This glass container plant is very large and very well laid out with a very apparent “culture of quality.” They run (14) IS machines and inspection lines on four furnaces.
Currently the plant has three basic air systems: low-pressure air (52 psig); high pressure air (100 psig) and oil free instrument air (100 psig). The low-pressure air averages about 21,700 scfm with peaks to about 25,000 scfm. The high-pressure air system and the instrument air system average about 4,000 scfm at 100 psig with peaks to less than 4,800 scfm.
Annual plant electric costs for compressed air production, as operating today, are \$3,050,625 per year. If the electric costs of \$27,811 associated with operating ancillary equipment such as dryers are included the total electric costs for operating the air system are 3,078,436 per year.
These estimates are based upon a blended electric rate of \$0.085 /kWh. The high and low-pressure air systems operate 8,760 hours per year. The load profile of this system is relatively stable during all shifts for both systems.
This was a complete supply and demand-side system assessment. The supply-side audit involved shutting off old air compressors and purchasing newer more efficient air compressors and dryers. The demand-side audit involved finding ways to improve the piping and reduce compressed air consumption.
Due to space limitations, this article will focus on some demand-side actions taken. Although the low-pressure leak audit yielded 287 cfm in demand reductions and the high-pressure leak audit yielded 22 cfm in demand reductions, this article will focus on other lesser-known project areas where a plant can reduce compressed air consumption.
The Existing Compressed Air System
Low Pressure: The low-pressure air supply is comprised of mostly old centrifugal air compressors. There are five TA18s with aftercoolers, four TA50’s without aftercoolers, one small TA2000 150 hp centrifugal and a newer (2011) TA6000 1,250 hp centrifugal with an aftercooler.
Specific power ranges from 6.49 scfm/kW (\$114.67 /scfm / year) on the TA2000 to 7.62 scfm/kW (\$97.76/scfm/year). This is a 14-15% variance in basic air production efficiency. Most units appear to be in relatively good working order and well maintained.
High Pressure: The high-pressure system is comprised of newer small centrifugals and single-stage rotary screws. There are two TA2020, 250 hp centrifugals, two older TA975 single-stage, lubricant cooled rotary screws, and four single-stage, lubricated rotary screws. All units are water-cooled and installed in a very hostile operating environment in the basement.
Specific power ranges from 4.66 scfm/kW (\$146.66 /scfm / year) on the rotary screw compressor and 5.45 scfm/kW (136.50 /scfm / year) on one of the centrifugals. This is a 14-15% variance in basic air production efficiency. These units appear to be well maintained, but they are operating in a very harsh environment.
Instrument Air System: The “oil free” air for the instrument air system is supplied by three Joy WGOL-9 single-stage, double-acting reciprocating compressors. These units are very old and are applied at 100 psig discharge pressure which, even though it’s within their rating, will cause excessive premature wear of rings, seal etc. Their optimum operating discharge pressure is really around 70-75 psig.
These units have a specific power of 4.09 scfm/kW (\$182.10 /scfm / year). This is 25% less than the TA2020 centrifugals which are also “oil free”, 100 psig class compressors.
The high-pressure air and instrument air systems have refrigerated dryers. There are no dryers on the low-pressure system. The five TA18’s have water-cooled aftercoolers as well as the newer TA6000 1,250 hp low-pressure unit. The older TA50’s do not have aftercoolers. All units are water-cooled using tower water.
Project #1: Optimize Empire Sandblast Units
The sandblast units run in an Empire PC6060 automatic cabinet blaster at an inlet pressure of 100 psig. This air is coming from a header at 100 psig. There could be additional savings by running off the low pressure air supply. If a mechanical shot slinger blast system would be appropriate, all compressed air would be eliminated. Operating at a higher pressure will automatically use more air. This should be compared to time on the job and probably avoided.
All blasters should be set up with either manual or automatic shut-off valves so that the air can be turned off when not in use.
All the listed units have automatic shut-off valves working 18 hrs per day @ 50% utilization – includes mold blasting (8 min) and clean up (2 min). Six 1/4” nozzles @ 80 psig nozzle inlet pressure use 80 scfm each for 480 scfm @ 50% utilization = 240 scfm net air demand.
Replacing these six standard nozzles with six venturi suction nozzles at 20 scfm each @ 50% utilization will reduce the net flow of 60 scfm, a savings of 180 scfm. We recommend installation of flow meters on each blasting unit to determine “normal demand” or air flow and monitoring nozzles for wear and leaks that may trigger maintenance.
The plant should then set up regular maintenance to check and change nozzles when indicated by the flow meter. It is important to have regularly scheduled nozzle changes based on measured hours of wear. Changing out high performance nozzles (carbide) or boron nozzles at 10-20% wear will decrease blast time and increase blasting efficiency. This action results in faster material removal and will also reduce average air demand.
| Total flow of current system | 240 cfm |
| Total number of nozzles | 6 |
| Total cfm saved per nozzles | 60 cfm |
| Total air reduction | 360 cfm |
| Percent utilization | 50% |
| Net avg savings in compressed air | 180 cfm |
| Total annual savings | $25,081/yr |
| Total cost of project | $4,000 |
The annual recoverable energy cost is estimated at \$139.34 per cfm saved.
Project #2: Replace Air Vibrators
Air vibrators are used to keep product or packaging moving or separated – e.g., keeping lids separated prior to sealing. If a plant employs air vibrators that use about 10 cfm each, they will require about 2.5 hp or more to produce the same as a similar electric vibrator, which might use about 0.25 hp input energy. Air vibrators can almost always be replaced with electric except in foundry sand mold operations.
| List of Air Vibrator Retrofits | ||||
| Location | Qty | Usage (%) | Air Flow (cfm) | Savings (cfm) |
| Scale 6 / Outlet #2 | 1 | 100 | 15 | 15 |
| Scale 1 / Oulet #2 | 1 | 100 | 15 | 15 |
| Scale 2 / Soda Ash | 1 | 100 | 15 | 15 |
| Scale 7 / Cullet | 1 | 50 | 15 | 8 |
| TOTAL | 4 | 60 cfm | 53 cfm | |
| Compressed air used currently | 60 cfm |
| Reduction in compressed air usage | 53 cfm |
| Total energy recovery project | $7,385 /year |
| Estimated power/energy to run electric vibrators | 2kW |
| 17,524 kWh | |
| Electric energy cost at \$0.085 /kWh | $1,489 /year |
| Net savings energy cost for project | $5,896 /year |
| Total cost of project | $2,000 |
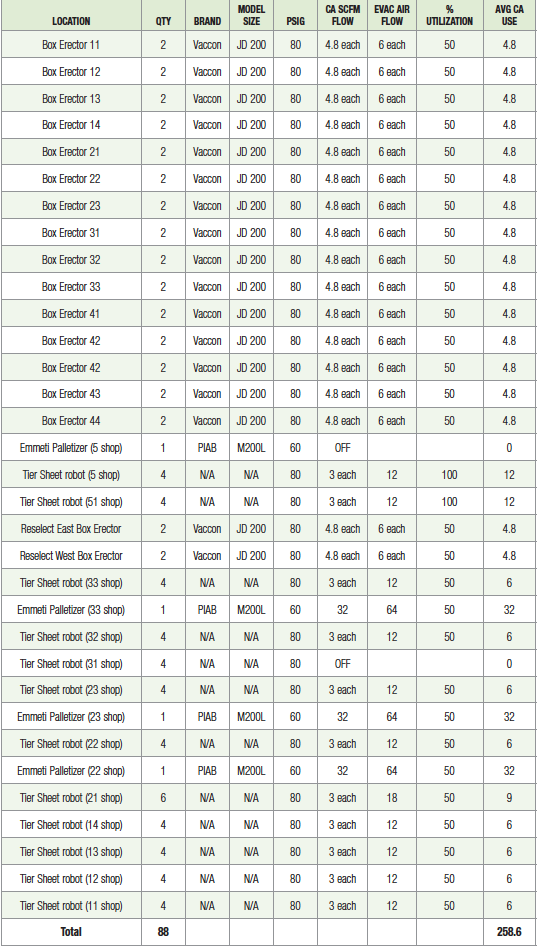
Project #3: Optimize Vacuum Generators in Case Packers and Palletizers
The system assessment identified 88 vacuum generators using 259 scfm of compressed air. We estimate that 131 scfm of use can be eliminated if automatic compressed air shut-off controls are used when the generators are not functioning.
It would be advantageous to investigate the use of automatic shut-off vacuum
Generators in the following two applications:
- Case or carrier erectors – when the line stops the vacuum air continues to run.
- Palletizers – most were holding about 15 to 20 seconds out of every 1.5 minutes, which is about 17% time on vacuum with air running. Vacuum generators with automatic shut off will eliminate all or most of this air use. The palletizer slip sheets appear to be an excellent application for this situation.
Current Application Venturi Vacuum Generators in Use
This project will add automatic air shut-off controls to Venturi vacuum generators to shut off the air to the vacuum generators when the proper vacuum is achieved. It will also replace less efficient single-stage vacuum generator with coaxial multi-stage. We believe most, if not all, of these can be reduced to a negligible level, in which case the savings would be significantly higher.
When the vacuum capacity to product lifted is appropriate, add venturi generator with built-in automatic on/off controls. A vacuum generator uses 60 scfm at 90 psig and can pull a 20” vacuum in 0.25 seconds. If the vacuum generator is shut off at 20” of mercury vacuum pressure, total air demand will be about 0.25 scfm (1/16 hp) vs. 60 scfm (15 hp).
| Estimated average flow of Venturi vacuum without auto shut off | 258 cfm |
| Number of Venturi units | 88 |
| Air flow savings with auto shut-off & efficient vacuum generator | 131 cfm |
| Recoverable energy savings | $139.34 /cfm yr |
| Annual estimated energy savings | $18,254 /year |
| Equipment and installation cost to add automatic controls | $15,000 |
Conclusion
The system assessment at this plant realized significant demand-side reduction opportunities. Both the high-pressure and low-pressure systems saw their air flows reduced. This was then leveraged into savings through modifications to the supply side of the system.
For more information contact Air Power USA, tel: 740-862-4112
To read more System Assessment articles, visit /system-assessments.



