Air-driven Venturi vacuum generators have long been a viable option for fast-response, localized, vacuum-powered systems. Through the last decade, they were considered convenient and flexible solutions with quick response time. However, they were not regarded as energy efficient, probably due to their use of compressed air. Extensive product development with this equipment, particularly the crucial system accessories, often makes the selection of the most energy-efficient items difficult for many localized operations. In this article, we look at proper application and control of Venturi vacuum generators, including a brief introduction to the technology and a case study with energy calculations.
When the 18th century Italian physicist Giovanni Venturi discovered that when air is forced through a conical nozzle its velocity increases and the pressure decreases, neither he nor anyone could conceive that it would ultimately spawn one of the most used and most highly controversial products in industry today — the Venturi vacuum generator.
Many end users, through misinformation, do not fully understand the benefits of this product, or — more importantly — the limitations. To further confuse the issue, various manufacturers call them different names (i.e. pumps, ejectors, vacuum transducer pumps, etc.). The most accepted general category name, in our opinion, is Venturi vacuum generator, which describes exactly what it does.
To some, it is the greatest thing since sliced bread. To others, it is a constant waste of air. In the real world, the truth lies somewhere between these extremes, depending on the application. Continuous product development by industry leaders has made these products, when properly applied, not only convenient and responsive, but often the most energy-efficient selection.
How Do Venturi Vacuum Generators Work?
In its simplest form, the single-stage Venturi generator flows air through a conical Venturi orifice. As the compressed air leaves the conical orifice restriction to the larger open lines, the pressure falls, and the velocity increases. The intensity is such that a vacuum (lower pressure than ambient air pressure) is formed and air to be evacuated from the process is pulled into the flowing airstream and blown out.
The Venturi vacuum generator has many advantages, including:
- No vibration
- No heat generation
- No moving parts
- Vacuum is on and off immediately with the air supply
- Tolerates aggressive conditions very well
- Low cost
- Quick to repair or replace
- Can be located very close to the process, reducing the amount of evacuation air and offering faster cycle times
- Lightweight and mobile
- No electricity required
- Quick changeover time for service and/or component swapping
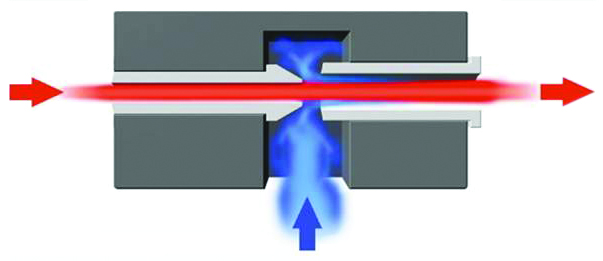
Figure 1: Typical single-stage Venturi vacuum generator
Single-stage vacuum generators use compressed air by accelerating it through the restrictor tube to create a Venturi effect, which evacuates the required volume of air. These single-stage Venturi generators are somewhat limited in their ability to fit many applications efficiently, since their basic design is set to accommodate either the highest flow or highest evacuation volume requirement. Typically, this type of vacuum generator has a ratio of compressed air consumption (scfm) to vacuum flow (the rate at which atmospheric pressure is removed from a system) of no better than 1:1, and sometimes as high as 2 or 3:1.
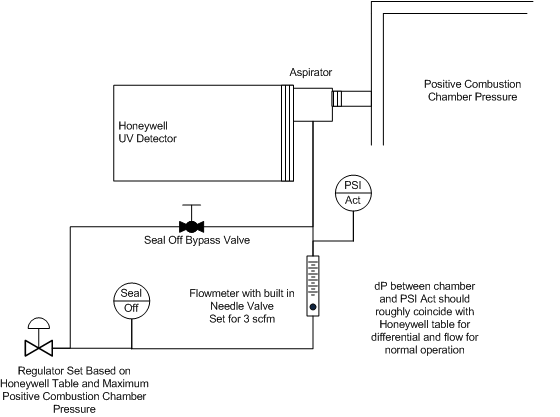
Figure 2: Typical early multi-stage Venturi vacuum generator
Multi-stage vacuum generators were developed to improve this efficiency for many applications. The multi-stage units use a series of ejectors and nozzles that allow compressed air to expand in controlled stages. This usually improves the ratio of compressed air consumption to vacuum flow to a level of about 1:3 or better. Multi-stage units are also significantly quieter and can develop vacuum at lower pressure. This performance will reduce compressed air flow required under the same conditions and/or decrease reaction time and increase productivity.
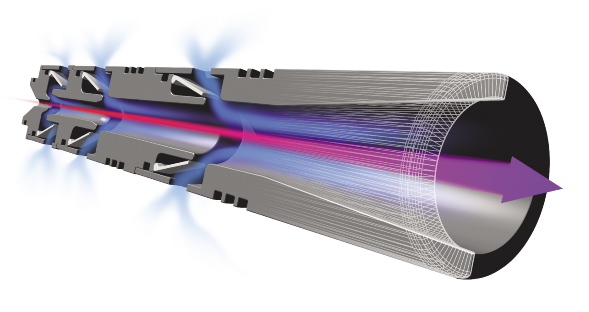
Figure 3: Coaxial multi-stage vacuum generators provide effective air vacuum removal ratios.
Coaxial is a multi-stage vacuum generator with the multi-stage valves installed around a coaxially covered tube that significantly streamlines the flow profile through the generator. This design allows the coaxial cartridge to meet and deliver many different flow and pressure requirements. In many cases, the coaxial cartridge inside the generator body can be exchanged with another to allow the same hardware to meet varying conditions with optimum energy efficiency at relatively low cost.
Best Practices for Energy Efficiency
As with many products that do not have a very large capital investment requirement, Venturi vacuum generators, when properly (or improperly) applied and operational, can have a significant impact on energy costs.
Let’s review the basic operating characteristics of vacuum generators with regard to compressed air energy efficiency. Unlike mechanical vacuum pumps, whose energy input falls as the vacuum levels go below 14" of Hg, the air-driven vacuum generators will always use more compressed air to reach lower vacuum, because it must remain on (flowing air) longer. In fact, the average Venturi vacuum generator will require 10 times as much energy to increase the level of vacuum from 18” to 27" Hg.
Therefore, it is always an operating advantage to:
- Identify the lowest required vacuum, hold it there, and try not to exceed it.
- Reach this level as fast as possible.
- Engage an automatic compressed air shut off if possible, once at the required level.
To accomplish this, some important data is necessary:
- Total volume of system to be evacuated — lines, cups, leaks, etc.
- What is the minimum optimum operating level of vacuum required? This is very important and well worth testing if required.
- How fast do you have to reach this vacuum?
- Do you anticipate any changes in required cycle time in the near future? This information will allow proper line size identification and the proper multi-stage pump selection.
- What types of controls are needed? What are the limitations?
Venturi vacuum generators should generally be located as close as possible to (or on) the actual process:
- An effective Venturi generator offers great flexibility in a decentralized system when well controlled.
- With a decentralized system and Venturi generators mounted close to the suction cups, losses (caused by hoses, bends, fittings, valves, filters, etc.) are eliminated.
- When a proper system design strategy is implemented, it will take advantage of the ability of the Venturi vacuum generator located near the process to react quickly and pull the required vacuum quickly, then shut off the air supply whenever possible.
- Utilizing the current state-of-the-art Venturi vacuum generators (with low-pressure inlet compressed air, auto shut off of the air supply, reduced size, and better cup choices to use the lowest possible vacuum level), changing to a central vacuum system is rarely an efficient choice with regard to compressed air use, energy use, and productivity improvement.
Properly Applying Vacuum Technology to Reduce Energy Costs
Recently developed coaxial multi-stage can be properly applied to lower inlet compressed air pressure, resulting in less compressed air use to generate a similar vacuum level. Coaxial pumps are often interchangeable with a body, allowing easy and economical change in performance to fit new situations (i.e. inlet pressure, evacuation rates, etc.).
The majority of evacuation time is from 12" Hg and deeper vacuum. The increase in the level of vacuum from 18" to 27" Hg is 10 times more. Therefore, use a lower vacuum level with larger cups whenever possible. Proper cup selection is very critical to optimize the operating costs and productivity, and new vacuum cup technology continues to expand the opportunities.
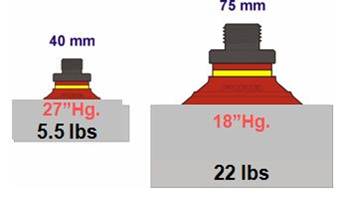
Figure 4: Larger cups at lower vacuum levels will lower energy costs and increase holding force. Less force on cup = longer life.
|
Figure 5: Venturi vacuum generator with auto start/stop
|

Any time you have to run a vacuum generator, it uses compressed air. Conversely, once the full vacuum is reached, it is very energy efficient to shut off the air line to the vacuum and, with proper valving, hold the vacuum without using any air. Some porous materials will not allow this, but many materials do.
Many times these controls are through a PLC software program supplied by the machine manufacturer. There are also vacuum generators with the auto controls totally integrated with the generator housing.
There is a very common error we discover during full plant system analysis. Plant personnel are told to shut off the vacuum generator when not needed — so they close the vacuum line to the process, and the compressed air continues to blow. We find this evident over 40 percent of the time in situations like: new production machinery just delivered; older production machinery whose systems have been upgraded; and newly installed air-driven Venturi generator systems on older production machinery. The ultimate irony is in many cases we find the shut off control on the air line on some and the vacuum line of other on the same machine.
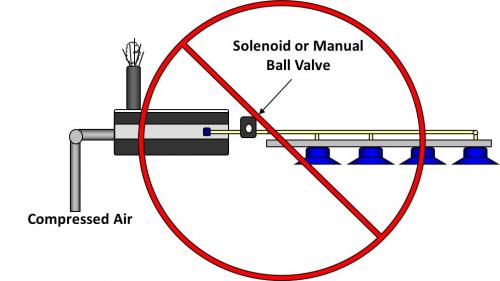
Figure 6: Shut off the air supply, NOT the vacuum line.
Case Study: Automatic Controls for Robotic Palletizers
On a recent plant audit, a set of six palletizers, at the end of packaging lines, were reviewed. Each palletizer has a robotic arm with six suction cups and two Venturi vacuum generators, both running and drawing 6 cfm at 60 psig.
A software program had the robotic arm pick up the slip-sheet from the side and hold until the signal from the pallet activated. The slip-sheet was then set down and released, and the air was shut off. The robotic arm then went immediately to the stack and picked up another slip-sheet, holding it until the next release signal.
The result of this was an average over an hour of holding and movement with the compressed air on 52 seconds, and an average of 9.3 seconds of movement with the air off. Average cycle time was 61.3 seconds.
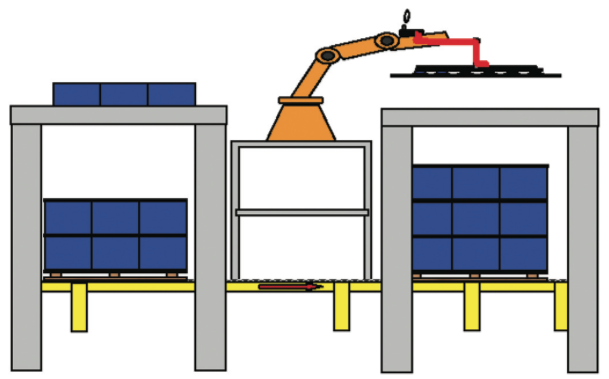
Figure 7: Packaging line palletizers with auto shut off Venturi generator
The basic operating data included:
- Production hours = 6,240 per year
- Blended annual power rate = $0.115/kWh
- Two single-stage vacuum generators at 6 scfm each; full flow at 60 psig per palletizer for a total of 12 scfm each unit
- Air on/off time total = 52 seconds on + 9.3 seconds off = 61.3 seconds
- Annual operating hours air and suction on: 85% time x 6,240 hours = 5,304 hours/year
- Average cfm: 52 seconds ÷ 60 seconds = 87% of full load flow / 5.2 scfm each valve open, or 10.4 scfm for 2
- Annual electrical energy operating cost: 10.4 ÷ 4 each/scfm = 2.6 hp for each palletizer, or 2.6 hp x .746 ÷ .90 = 2.16 kW input energy
- 2.16 kW x $0.115/kWh x 5,304 hours/year = $1,318/year per unit
- Total for six units = $7,908/year
Our first suggestion to the plant was to change the software program so that the operating profile was on just the 15 percent of the time and off 85 percent of the time. This provided potential annual electrical energy savings of:
- 2.16 kW x $0.115/kWh x 936 hours = $233/year
- $1,085/year electrical energy savings each unit ($6,510/year for six units)
This was only figuring the electric energy cost savings that goes immediately to the bottom line. There were no allowances for the other compressed air costs (i.e. maintenance, repairs, depreciation, etc.). The reply was immediate: “There is no way anyone is going to touch that software. This machine was made overseas, and no one here is trained on it. End of discussion.”
Our next suggestion had a little more bite. Replace the current Venturi vacuum generators with one vacuum generator integrated system with a built-in auto shut-off system. This type product is a Venturi vacuum generator packaged with accessory components to automatically shut off the air supply when the target vacuum is reached, and restart (if required) to hold the vacuum. Complete automatic control is accomplished within the vacuum generator assembly, and there is no requirement to modify or touch the host machines control software. With the same operating conditions, we now have the following operating electrical energy cost analysis for compressed air use:
- Production hours of 6,240 per year
- Power rate of $0.115/kWh
- One auto stop Venturi vacuum generator with a full load flow = 10.4 scfm at 60 psig
- Suction time: 85% of 6,240 hours/year = 5,304 hrs/year
- Generator compressed air on time of 0.7 seconds / 50 seconds / 0.12 minutes = 0.72 minutes/hour
- 0.72 minutes per hour (0.72 ÷ 60) = .012% hours
- 5,304 production hours suction or 5,304 x .012 = 64 hours/year air on
Average scfm flow
- Full load flow of 10.4 scfm
- Actual flow of .012 minute = 10.4 scfm x .012 for .125 scfm each generator
- Total for six units = .750 scfm (÷ 4 hp/cfm input power) for .187 average hp (x .746 ÷ .9 ME) of 0.155 average kW input
- Annual electrical energy cost of operating six units
(0.187 kW x $0.115 /kWh x 64 hours) = $11.40/year
The applications went from an annual electrical energy operating cost of $7,908/year for six units to $11.40/year for six units. Or, from a significant to an almost insignificant cost by changing to a more appropriate type vacuum generator for the conditions, including proper, well-sealed cups.
For more information, contact Hank van Ormer, Air Power USA, email: [email protected], or visit www.airpowerusainc.com.
To read more about Vacuum Generation, please visit www.blowervacuumbestpractices.com/system-assessments/vacuum-generation.



