When it comes to industrial vacuum pumping applications, whatever material is involved in the process generally gets ingested into the vacuum pump. It’s an inherent issue with any industrial vacuum application, whether it’s simply moisture from inlet air, or something more tangible (i.e. dust, debris, etc.). Harsh vacuum applications — such as those that involve corrosive acids, excessive moisture, or dust particles — can wreak havoc on a vacuum pump’s reliability. This holds especially true for oil-sealed vacuum pumps, rotary vane pumps and piston vacuum pumps.
Any material that enters an oil-sealed vacuum pump has the potential to seriously damage it. Dust mixes with oil to effectively form grinding paste that wears the pump down. Acid eats away at the pump. Water vapor changes state to liquid, and forms an emulsion that can rust out internal components. For these reasons, it is imperative to change the oil and filters frequently in oil-sealed vacuum pumps. However, frequent oil changes waste time and drive up total ownership costs.
There is an alternative technology to oil-sealed vacuum pumps that can remove the nuisance of changing oil, and significantly decrease cost of ownership. Over the last 25 years, dry compression vacuum pumps have dropped in capital cost, making them more accessible for more and more industrial processes today.
Dry vacuum pumps are not technically oil-free. Small amounts of oil are used within the gearbox to lubricate the gears and bearings, but oil is not used within the vacuum-generating mechanism. The oil is isolated from the pumping chamber by seals, therefore, no ingested material comes into contact with the lubricant. By removing oil from the swept volume, all the performance and maintenance issues associated with the oil can potentially be overcome. Consequently, the maintenance profile of dry compression vacuum pumps is quite different than that of oil-sealed vacuum pumps.
In this article, I discuss how dry compression works, and explain the various advantages of dry compression vacuum pumps, including greater accessibility, much lower cost of ownership compared to oil-sealed vacuum pumps, and dramatic differences in reliability.
Why Have Dry Pumps Gone Mainstream?
Dry pumps have been utilized successfully for more than 25 years, but were typically too small and/or expensive for all but the most arduous and high-value processes. However, the development of larger units based upon the experience of the first pumps — combined with the significant advances in machining technology for lower cost production of close-tolerance machines — has led to the development of cost-effective dry pumping capacity. Dry vacuum pumps — which can also be used in conjunction with mechanical boosters — can be used for applications that require a vacuum level to 1 x 10-2 torr or potentially even lower.

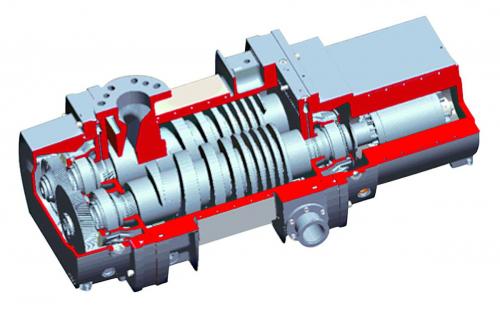
The DRYVAC screw pump features rotors with a progressive pitch profile and an integrated, frequency-converter-driven, high-efficiency motor.
Why Should I Consider a Dry Vacuum Pump?
Dry pumps are more financially viable than ever, largely due to superior life-cycle costs over traditional oil-sealed vacuum pumps. The financial consideration is not derived solely from the initial purchase price (although these are becoming much closer), but critically from an operational perspective:
- Cost of Ownership (COO)
- Improved production efficiency
The aforementioned operational factors are unique to every user, their process, installation, and maintenance approach. However, the more arduous the process and its associated maintenance, the more compelling the financial prerogative to switch to dry compression vacuum technology.
Defining Total Cost of Ownership
Before I outline the most common arduous application areas where dry pumping has the greatest impact, let me first outline the typical components that encompass Total Cost of Ownership.
1. Purchase Price: Dry pumps typically have a purchase price greater than their comparably sized oil-sealed equivalent. However, this premium for dry pumps has been reducing dramatically over the past few years. Twenty years ago, dry vacuum pumps were 2 to 3 times more expensive than comparable oil-sealed pumps. At the time of publication, they may be about 50 percent higher, and still coming down.
2. Maintenance Cost: Dry pumps typically require an annual gearbox oil change (2 to 3 liters). Oil-sealed pumps need periodic oil changes of a much larger volume. A typical 300-cfm piston pump requires 50 liters for every oil change, which occurs 2 to 4 times annually. Maintenance costs may also include the replacement of other consumable parts, such as filters.
Consider the impact of the increased maintenance on Total Cost of Ownership:
- Purchase of replacement oil
- Disposal cost of waste oil and filters
- Cost for replacement of consumable items
- Exhaust oil mist filters
- Exhaust clapper valves
- Oil filters / filter elements
- Lost production time
- Retention of required maintenance staff
Dry pumps typically need an overhaul every 4 to 5 years due to the fact that they have no touching parts, but this can be longer, depending on bearing life. Oil-sealed pumps have touching parts, and are lubricated and cooled by the pump oil. Consequently, they are very application dependent — the more difficult an application (more water, acid, dust, etc.), the more maintenance required. Generally, an oil-sealed pump’s life-cycle costs are higher than their dry-running equivalent when used for arduous applications.

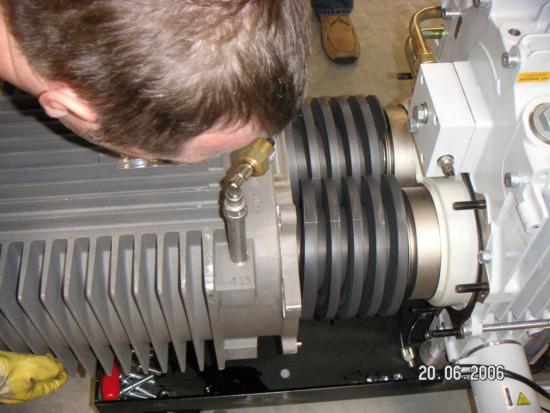
Leybold’s SCREWLINE screw vacuum pump features cantilevered rotors, enabling the easy cleaning of the gas compression stage by the user.
3. Energy Efficiency: The latest generation dry pumps — those utilizing energy-efficient motors integrated into the pump to eliminate less reliable rotating seals — offers an energy footprint in normal operation comparable to oil-sealed pumps. (Older generation dry pumps without advanced screw profiles or variable frequency drives (VFDs) have a higher installed power requirement and consumption).
Additionally, with the appropriate control, running in “stand-by” when the pumps are not required for processing allows additional energy savings and an extension of bearing life/service intervals.
Finally, some dry compressing vacuum pumps come in air-cooled models, eliminating the need for chilled water. Removing chilled water requirements can be a big incentive for many plants to make the switch to dry compressing vacuum pumps. They can also serve as a more energy-efficient and environmentally friendly alternative to steam ejectors.
4. Production Performance: Often overlooked when evaluating purchase price — but frequently the most important financial factor — is the impact upon production efficiency. I consider this to have three components:
A. Downtime for Planned Maintenance: The actual cost of maintenance was considered above, but this also has an impact upon effective production time.
B. Unplanned Repair Work: By definition, this stops production time until the non-performing item is rectified, even if it is the time to swap out for a spare. Not having a spare pump available may be an option, but in many cases this is not economically viable.
C. Superior Performance: In many applications, process elements affect the performance of the pump by extending the pump downtimes of oil-sealed pumps. Deterioration of performance has a direct impact on process time, and reliable, repeatable pumping can have a dramatic impact upon your production output.
What Applications Are Best Suited for Dry Vacuum Pumps?
Dry vacuum pumps are ideal for arduous applications — those that require more frequent oil changes due to the materials coming through the vacuum chamber. In this section, several common contaminants are addressed, along with how they impact oil-sealed pumps.
1. Water: Water vapor is unavoidable in the real world. During the operation of oil-sealed pumps, water vapor comes through the inlet and condenses in the vacuum pump, resulting in a mix of water and oil. Oil-sealed pumps have a finite water vapor pumping capacity, and although measures can be taken (with a gas ballast), this impacts performance and has its own limitations.
Dry vacuum pumps run internally hotter, so the water vapor doesn’t condense within the pump. It is then exhausted, where the water vapor condenses and can be easily managed at atmospheric pressure.
2. Dust: Here is a simple equation that can be ruinous for an oil-sealed vacuum pump:
Vacuum Pump Oil + Dust = Grinding Paste
If your process creates dust and this gets into an oil-sealed vacuum pump, it will work to damage the pump where rotary motion occurs. The impacts on seals, bearings, vanes, pistons, and metal components impair their performance and increase the costs of repair, as they require replacement.
Inlet filtration can mitigate this issue, but this also has costs, impacts pumping performance, and cannot prevent fine dust from passing through into the pump.
Oil Degradation: If your process creates rapid oil degradation resulting in very frequent oil changes, removing the oil has huge benefits. Here are a couple of example processes:
- Rapid and repeated cycling (Thermal degradation)
- Chemical attack
Oxidant Pumping: The use of a Perfluorpolyether (PFPE) in pumping oxidants has been an industry standard for safety. PFPE is effectively mandatory when pumping gases with >21 percent oxygen content, however it has a number of issues:
- Very high cost
- Poor lubrication properties
- Very low surface tension, leading to a high propensity to leak
In these applications, dry pumps would also utilize PFPE, however the quantity would be much less, and the fluid duty is very different.
Making the Switch to Dry Compressing Vacuum Technology
While the overall cost of a dry pump can be cheaper than that of an oil-lubricated pump, there are often other, non-financial reasons for selecting a dry pump, including:
- Reduced noise and vibration
- Elimination of oil exhaust emissions
- Reduced footprint of pumping systems
Dry pumps offer a compelling alternative to traditional oil-sealed pumps in industrial applications, especially in harsh applications where the process creates high operational costs and/or reduces production efficiency.
For more information, contact Michael Delahunt, tel: (724) 205-8896, email: [email protected], or visit www.leybold.com/en/
To read more about Medium Vacuum Technology, please visit www.blowervacuumbestpractices.com/technology/medium-high-vac



