Why is my vacuum pump failing? Do I continue replacing/repairing my pumps or try a new vacuum technology? What is the learning curve for a new pump technology? How will a change in vacuum pump affect my plant utilities?
Many of our customers have grappled with these questions. In our recent travels, we have seen more and more exploration and experimentation with different vacuum technologies on existing processes. Liquid ring vacuum pumps being replaced by claw pumps, rotary vane pumps being replaced by liquid ring vacuum pumps, claw pumps being replaced by screw pumps, etc. Although the results have yielded many success stories and some unexpected challenges, we still believe these trials are not only healthy challenges to status quo, but also necessary to push the boundaries of vacuum applications, and drive innovations in different industries.
Typically, when our engineers evaluate the suitable vacuum technology for an application, we take these areas into consideration:
- Process vacuum level
- Capacity demand
- Process carry-over’s interaction with pump’s internal seal liquid, coating, metal, seals, etc.
- Discharge gas/vapor/liquid/particle disposal regulation
- Environmental constraints (floor drain location, heat dissipation, noise level, etc.)
- Utility availability
- Cost of ownership
- Motor efficiency
As one can see, these above dynamic parameters go beyond just a vacuum technology’s vacuum level and CFM capacity. To summarize this decision-making process into a simplified one-size-fits-all flow chart would effectively force any complex real-world scenario into a sterilized thought exercise. Instead, we present a few case studies derived on real-world application examples, where various vacuum technologies may be suitable solutions. These examples do not contain company names or extensive process details, so to protect proprietary information. Each case is generalized enough that the knowledge is applicable across multiple specific applications.
Extrusion Degassing
In plastic extrusion processes, moisture and volatile gas are often removed from the molten plastic by vacuum pumps. Insufficient off-gas removal can result in visual defects or poor physical properties in the final products.
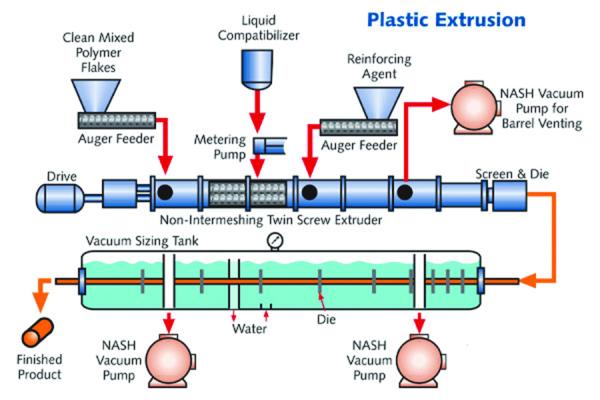
Typical vacuum applications in plastics extrusion process.
The set-up: Company A has a twin-screw extruder running XYZ polymer with various powder additives. A claw vacuum pump is used for extruder barrel degassing.
The problem: Not enough moisture and volatile gas is pulled out of the extrusion process causing product defects. The claw pump requires constant rebuild as powder additives pulled out of the extruder get into the claw pump.
Our approach: Proper extruder barrel venting can be critical to the final product’s physical and visual quality. Generally, the deeper the vacuum, the better the degassing. A single-stage claw pump’s ultimate vacuum level is limited to 25 in-Hg gauge. For some extrusion applications, effectively removing all volatile gas from raw materials with high moisture content (e.g., un-dried regrind) requires a vacuum technology with deeper ultimate vacuum level than 25 in-Hg.
When dealing with process carry-overs in a vacuum application, the basic philosophy we follow is to either prevent it from getting into the pump or let it pass through without damaging the pump. In general, the claw pump is easy to install and operate. However, any process carry-over must be addressed. If not filtered or separated prior to entering the pump, the claw pump’s internals can see severe abrasion, corrosion, and clogging. The gas and vapor pulled out of the extrusion process can become a very complex chemical mixture, presenting significant challenges to claw pump’s reliable performance. This is especially true as the production raw material recipe changes (e.g. adding talc powder, calcium carbonate powder, liquid colorant, UV stabilizer, fire retardants, recycled flakes, etc.).
Our solution: For this application, we converted it to a liquid ring vacuum pump in recirculation setup, which can reach deeper vacuum level of 28 in-Hg. We decided to put in an inlet vapor condenser separator between the extruder vent port and vacuum pump inlet. This device uses chilled water/cooling tower water to condense the incoming gas and vapor then collect the condensable for manual discharge and cleaning. The vapor condenser prevented majority of the volatile gas and vapor from reaching the liquid ring vacuum pump. A secondary knock-out pot was placed between the vapor condenser and the pump inlet to drop out any liquid and particles. The residual amount of carry-over that makes it into the liquid ring vacuum pumps can easily be handled by the pump. As a result, the high cost of frequent claw pump rebuild is eliminated by periodic flushing of the liquid ring vacuum pump recirculation system.
The X-factor: This vapor condenser was so effective it requires constant manual discharging and cleaning. To reduce the dependency on manual intervention, an auto-drain system was put in to discharge the condensed liquid based on level sensors inside a drain pot at the bottom of the unit.

Cutaway view of inlet vapor condenser.

Add-on auto-drain kit to the vapor condenser.
Because the recirculation system requires chilled water to cool down seal water, the customer was concerned with their chiller capacity as this solution is expanded to additional extrusion lines. Unlike a claw pump where heat generated from internal compression is dissipated into the surrounding atmosphere, a liquid ring vacuum pump’s heat is almost completely removed by the seal water. In a recirculating seal water loop, the heat removed from the pump by seal water equals to the heat chilled water picks up through the heat exchanger. That heat transfer rate can be converted from the pump’s brake horsepower using below equation.
![]()
CNC Vacuum Hold Down
Various vacuum technologies are being used to hold down the product while a CNC router cuts it into shape. Many of these are selected by the OEMs of the CNC machines, which are often designed to cut a limited selection of materials. However, once these machines get into the real-world applications or the lively used equipment market, all kinds of materials can be cut on these machines. In many cases, the OEM supplied vacuum system might not be the best fit for these non-ideal application conditions.
The set-up: A liquid ring vacuum pump in an air-cooled self-contained recirculation package is used to perform hold down on CNC machines that cuts wood panels.

Gardner Denver Elmo Rietschle 2BL Air-Cooled Self-Contained “Pump-In-A-Box”.
The problem: Fine dust gets into the recirculation system and causes clogging of the seal water lines, overheating the pump, resulting in poor hold down performance and frequent pump failure.
Our approach: For cutting substrate that are porous, like the MDF panels, a vacuum pump needs be to able to pull to the desired vacuum level to prevent the panel from moving while being cut. It also needs to have enough CFM capacity to handle the air being pulled through the panel without losing vacuum depth. While the existing liquid ring vacuum pump system has inlet filter, it is easily clogged by the large amount of routing dust produced from this process. Once the dust gets into the pump system, it tends to stay in the recirculation loop, causing abrasive wear on internal components and reduce heat transfer efficiency of the onboard air-water cooler.
For this application, the vacuum depth needed was only 10 in-Hg gauge, so we decided to replace the liquid ring vacuum pump system with a regenerative blower, which can reach this vacuum level and provide high air flow capacity. A larger inlet filter with finer filter element was also installed, to improve process carry-over prevention. Due to the internal design of a regen blower, it can tolerate some fine dust being pulled into it. This regenerative blower was installed outdoors adjacent to the wall where the CNC machine is installed inside. This helped to keep the noise level at the production area low and allowed occasional exhaust of routing dust outdoors for easier housekeeping in the shop.
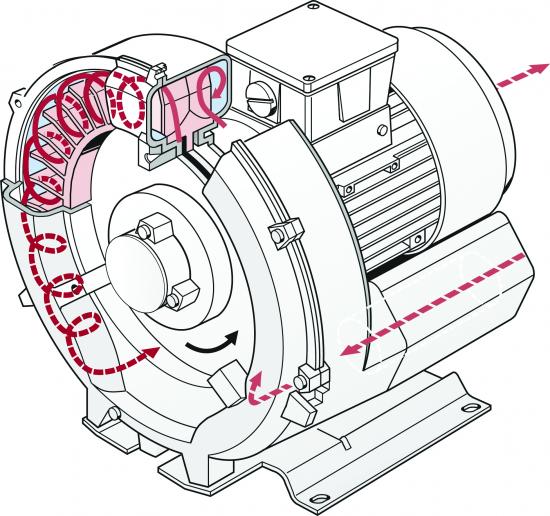
Regenerative Blower, also called Side Channel Blower.
The X-factor: Some routing applications required higher vacuum level, such as water jet cutting of granite countertops. To ensure the heavy granite does not move while being cut and be able to handle the water introduced to the vacuum system, a water-sealed liquid ring vacuum system or a claw vacuum pump with extensive inlet liquid separation can be retrofitted to the cutting machine.
Pick-and-Place
Pick-and-place operations typically see oil-lubricated rotary vane pumps as the main source of vacuum, but the frequent maintenance and oil misting from these pumps can present some challenges to short-staffed maintenance teams and housekeeping.
The set-up: A customer uses a dozen robotic pick-and-place machines with oil-lubricated rotary vane vacuum pumps to package a certain product. This is a 24/7 operation with little appetite for equipment downtime, planned or unplanned.
The problem: The rotary vane pumps emit fine oil mist from their discharge, resulting in housingkeeping issues. The customer tried putting in inlet filters, discharge oil demisters, and implementing rigorous separator filter change and oil change schedule. While these measures reduced the oil misting, they did not eliminate it, especially with a dozen machines in close proximity inside a poorly ventilated warehouse. As a result, these measures increased the cost of ownership without completely solving the housekeeping problem.
Our approach: To address the pain points of cost of ownership and housekeeping, we turned to a different version of dry vacuum pump. While oil-less rotary vane pump and claw vacuum pump can both perform this pick-and-place function, oil-less rotary vane pump has internal vane wear which results in frequent maintenance downtime. The claw pump has higher initial capital investment and its larger footprint makes it difficult for drop-in replacement. Small vacuum generators were also evaluated but eliminated due to this facility’s hyper-awareness of their compressed air usage.
Instead, we trialed a new air-cooled, oil-free vacuum technology: scroll pump. This type of vacuum pump utilizes the scroll mechanism for continuous process suction, compression, and exhaust with little change in torque. This pump eliminates the need for oil, has much longer service intervals than rotary vane pumps, has lower initial cost, and is compact in size for easy drop-in replacement. Below is a basic operating principal diagram.
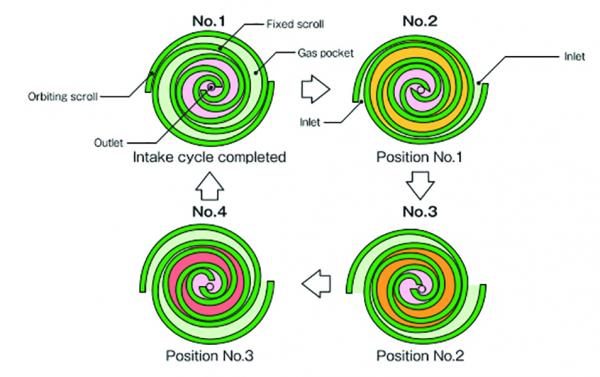
Operating principal of a scroll pump.

ANEST IWATA Scroll Pump DVSL-500E.
The X-factor: The scroll pumps are suited for relatively clean vacuum applications. In other pick-and-place applications where dust is easily introduced into the vacuum pump (e.g. Cardboard packaging), centralized liquid ring vacuum pumps are the more preferred vacuum solution. For decentralized installations in these dirtier applications, claw pump with proper inlet filtration would be another suitable solution, especially in facilities with no process cooling capability.
Pharmaceutical Distillation
In vacuum distillation, a liquid or solution is removed from a mixture when the surrounding atmospheric pressure is reduced to below this liquid or solution’s vapor pressure, so it boils off without excessive heat is applied. In pharmaceutical industries, this technique is often used to remove isopropyl alcohol or other type of solvent from the product mixture.
The set-up: A customer retrofitted claw vacuum pumps on a pharmaceutical distillation process to remove solvents from their product mixture.
The problem: The claw pumps failed within weeks of operation. Upon inspection, the point of failure was isolated to internal seals. The seals were found to be incompatible with the solvent vapor pulled into the pump.
Our approach: Liquid ring vacuum pumps are often used for vacuum distillation process. However, it is limited in this application due to:
- Pump discharge water is contaminated with harmful process vapor and residual product powder, requires investment in water treatment facility.
- There is no chiller or cooling tower onsite, preventing the implementation of a recirculation system.
- Process vapor will damage the internals of an air-cooled self-contained recirculation system.
- Process vapor condensed in the seal water will also change seal liquid vapor pressure, reducing pump performance.
This limited our solution to either heavily modifying the claw pump with custom chemically resistant lip seal and compatible shaft sleeve or installing screw vacuum pump. Screw vacuum pumps are typically designed for processes that see vapor carry-over and most of the times it requires a customized solution to match the challenges. It takes the approach of “letting it pass through without damaging the pump”. Screw pumps often require a period of warming up before it is opened to the process. This is to ensure the screws’ geometric grows under heat to close off tolerance prevent slippage in operation. This warmup period also raises the pump internal temperature, so process vapor does not condense when entering the pump. At shut down, we typically recommend the pump run through a purge cycle with the inlet isolated from the process. This is to ensure all process vapor is fully evacuated from the pumping chamber, so no internal condensation occurs after the pump shuts down and cools down.
The X-factors: Due to the lack of any process cooling capability at this facility, a screw pump was not implemented. Screw pumps have high internal temperatures due to compression, requires water cooling of its jacket and have a higher initial cost compared to the claw. Chemical resistant seals and compatible internal components were custom built to retrofit the claw pumps instead.

Gardner Denver Nash NDC Claw Vacuum Pump.
Conclusion
When choosing the right vacuum solution for your application, it is important to look beyond just the vacuum level and air flow capacity. Consider these aspects as well:
- Process carry-over: dust, powder, liquid, gas, vapor, etc.? How to filter/separate/condense incoming process carry-over? How will ingested process carry-over interact with the pump’s internal components or seal fluid?
- Environmental constraints: Regulatory restriction on discharge water, air, debris?
- Utility availability: Compressed air cost, chilled water/cooling tower capacity? Floor drain and water source location?
- Cost of ownership: service interval, cost of spare parts/consumables, maintenance labor cost, cost of equipment downtime, etc.
- Other X-factors: noise limitation, housekeeping, centralized vs. decentralized vacuum, PM scheduling, spare parts and consumables inventory management, etc.
E.W. Klein & Co. Celebrates 100 Year AnniversaryOnly a handful of companies last 100 years, and E.W. Klein is beginning the celebration of its 100thâ¯anniversary thanks to you and the great companies we represent, such as Gardner Denver, Alfa-Laval heat exchangers and other equipment. Founded in 1921, E.W. Klein & Co. is a leading manufacturer’s representative of engineered vacuum and heat transfer equipment to the chemical, paper, power, and general industrial markets. Our Roots: Based in Atlanta, E.W. Klein was selected as Nash Engineering Co’s first representative in 1921. Nash’s original focus was on steam heating systems common in buildings of that time. Later, Nash developed their world-famous line of Nash Hytor vacuum pumps. Still a leader in vacuum today, Nash is now part of the Gardner Denver product line recently merged with Ingersoll-Rand. 2020 was a challenging year for us all. Since the founding of the company back in 1921, E.W. Klein & Co has come through all kinds of difficulties: wars, depression, recessions, natural disasters, stock market crashes, a pandemic, and everything in between. Through it all, it has been the people of E.W. Klein – our employees, great customers, and the equipment we represent – who have made the difference. COVID has taught us that we can make it through the tough times and make sure we celebrate the good ones too, now and for the next 100 years. Looking forward to 2021 and past COVID: A part of our overall growth plan was moving to a new location that has allowed us to stock and repair pumps and other equipment that we represent. We are excited about our new capabilities that will allow us to service the customer better than ever. The keys to our success have always been our dedicated technical-focused staff, developing strong relationships with our diverse customer base, and capitalizing on new opportunities. For more information about E.W. Klein and the great companies we represent, please visit www.ewklein.com.
|

About the Author
Tie Duan is the Solutions Sales Engineer at E.W. Klein & Co. Email: [email protected], tel: 478-508-2017
For similar articles on Industrial Vacuum Technology, visit https://www.blowervacuumbestpractices.com/technology/rough-vac



