Industrial vacuum can be defined as vacuum used to perform a task in industrial processes, operating anywhere from atmospheric pressure to 1 torr. Traditionally, the most common technologies included liquid ring and rotary vane vacuum pumps. But as with any industry, there was room for improvement… otherwise, we’d still be driving Model A Fords and talking on corded telephones. Luckily in recent years, the industrial vacuum market has started making significant advancements in technology and efficiency.
If we step back into the not-so-distant past, virtually all industrial vacuum pumps were fixed speed machines that ran at one, consistent speed. The constant speed of these machines did not address varied processes with fluctuating demands, which then caused large inefficiencies between the vacuum pump and the process.
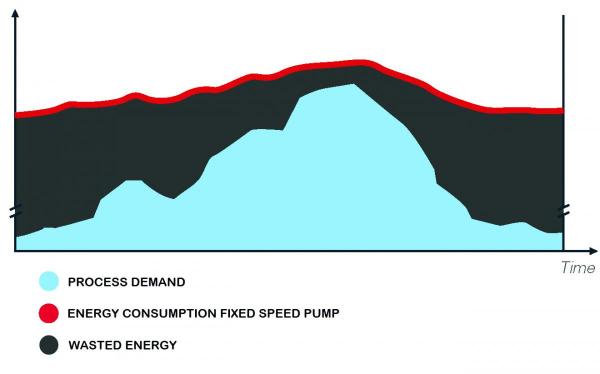
Fixed Speed Vacuum Versus Process Demand.
Variable Speed Drive
With the development of Variable Speed Drive (VSD) technology built into industrial vacuum pumps, we can mitigate a lot of energy waste by controlling the motor speed to match the process demand.
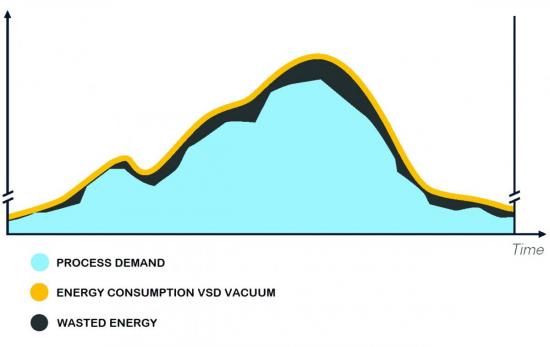
VSD Vacuum Versus Process Demand.
While energy savings with VSD industrial vacuum pumps is the primary focal point, there are other benefits to consider when comparing VSD pumps to their traditional fixed speed counterparts. Let’s take a look at some of the benefits.
VSD vs. Fixed Speed
There have been attempts in the past at adding VSD to industrial vacuum technology, but the benefits were negligible due to the nature of some of these technologies. Turn down capability, or the amount of available functional speed reduction, can be limited with certain types of pumps.
Technology such as the oil-sealed rotary screw benefits the most when coupled with VSD technology. This technology will give a wide range of turn down capability, allowing it to operate anywhere from full speed down to around 10-percent speed. In contrast, other compression technologies are at a disadvantage when it comes to varying pump speed. For example, if you look at the operating principle of a liquid ring vacuum pump, the actual compression occurs when a volume of gas is trapped within a ring of liquid, similar to a washing machine’s spin cycle. This ring of liquid is created through centrifugal force, and as the pump’s motor slows, the centrifugal force is lost and there is no compression. The same goes for rotary vane technology where sliding vanes create compression but also rely on centrifugal force. With the limited ability to slow these technologies, VSD becomes less of a benefit in energy savings.
Controlling Pressure in Fixed Speed Pumps
Control has also been a hurdle for fixed speed industrial vacuum pumps. Because fixed speed pumps run at one speed, the pump is always driving toward the deepest vacuum level possible. The best way to think about this is if your car only had two options – fully stopped or full throttle, with no ability to operate in between the two. For industrial vacuum, this only works in situations where the deepest vacuum level is always desired. More often than not, users are looking for a vacuum level somewhere below the ultimate pressure of a pump. For instance, an oil-sealed rotary vane pump will typically have the capability to reach 1 torr ultimate pressure, but most customers do not need this amount of pressure. Users may want to operate at 150 torr but holding this pressure can be challenging for a fixed speed pump; however, there are a couple ways to achieve this.
The first option is through the use of a vacuum relief valve in the process. The vacuum relief valve opens at a given pressure setting and bleeds atmospheric air into the process, essentially creating a leak in the system. Because this causes the pump work harder to overcome the leak created by the relief valve, it is a very wasteful way to control pressure.
Another way to control pressure is by using vacuum pressure switches or a pressure transducer, which starts and stops the pump using pressure settings. In this type of control, there is a “cut-in” and “cut-out” pressure. The cut-in pressure is the minimum process pressure at which the pump is turned on, and conversely, the cut-out is when the pump is switched off after it reaches the maximum allowable pressure. Unfortunately, many processes vary greatly so the pressure range between the two set points must be large enough to avoid frequent starts and stops.
Another issue concerning the pressure switch control is with its fixed speed motors, which are not designed for constant starting and stopping. To combat this, many systems are designed to integrate a minimum run timer in the controls to protect the motors. Typically, this is about 10 minutes of minimum motor run time. In other words, the system controls will force the motors to run the allotted amount of time before shutting them off, regardless of whether or not the cut-out pressure has been reached. This can obviously cause issues if the process is sensitive to deeper vacuum levels than what is desired.
5 Tips on Optimizing VSD Vacuum Pumps – Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
Mitigating Power Spikes
Most fixed speed vacuum pumps have the same power curve profile as shown in the graph. At startup, the fixed speed vacuum pump begins to pull the largest amount of motor power at atmospheric pressure, and as the pump gets deeper in vacuum pressure, or closer to full vacuum, it uses less power. Since VSD vacuum pumps have the ability to control the motor speed, the inrush power can be reduced at startup and allows for a flatter power profile. And because the motor is not sized for the power spike we see with fixed speed pumps, VSD pumps can have smaller horsepower motors than their fixed speed counterparts.
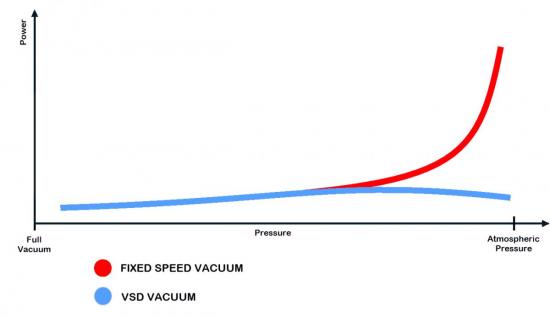
Industrial Vacuum Power Consumption.
There is no magic solution when it comes to VSD industrial vacuum pumps. They are simply a smarter option when it comes to controlling industrial vacuum. VSD vacuum pumps may not be the best solution in all applications, but many processes can benefit greatly from this technology. Although the largest benefit is reduced energy consumption compared to fixed speed industrial vacuum pumps, other benefits include:
- Ability to maintain a consistent vacuum level, resulting in better product quality and reduced flow requirements
- Lower maintenance intervals compared to vane technology
- Lower installed motor power compared to fixed speed pumps
Greg Marciniak is the product marketing manager of the Industrial Vacuum Division at Atlas Copco. For more information, please email [email protected] or visit https://www.atlascopco.com/en-us/vacuum-solutions.
To read more Vacuum Technology articles visit www.blowervacuumbestpractices.com/technology.



