“Double the vanilla. Double the salt.” …one of the tricks Grammy taught me.
I was standing on the dining room chair pulled in front of the kitchen window, snow in the yard piled up above the sill and icicles dangling down to meet it with dark black evening beyond. From my perch, I could just see up over the counter and into the bowl where the chocolate chip cookie batter was coalescing amidst the whine of the electric motor in her hand.
“Flour, baking soda, salt. Sift dry ingredients together. Combine the sugar and the wet ingredients in a separate bowl with cold butter. Sure, you’ll need to put a little extra elbow grease into the beater; but definitively, cold butter is critically important to the final cookie. Nothing worth working for comes easy.”
The batter softens a little while mixing dry into wet, so the last tollhouse tweak is to put the oven-ready trayed cookie dough balls out onto the frozen back deck for 9 minutes before the now chilled pan goes straight into the oven. Backyard Moose prefer carrots to cookie dough so you’re safe leaving it out there for a short while. Dial up the temperature on the oven a few extra degrees and enjoy the soft-centered golden browned.
Differences Between Process Vacuum & Utility Vacuum Applications
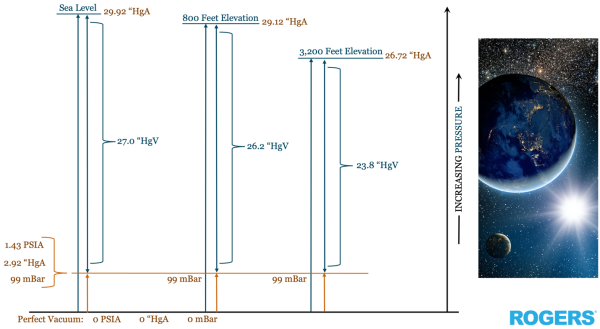
Manufacturing has two major categories of industrial vacuum applications, utility and process vacuum. Utility applications are all about utilizing the differential pressure between the inside of the vacuum system and the higher positive pressure of the atmosphere around us to perform a work-based-task in the physical world. Since utility applications are inherently tied to the atmosphere, and to the gas mixture called air of which it is comprised; it follows that utility applications use measurement of differential pressure (“HgV) with respect to whatever is the local atmospheric pressure (“HgA). Additionally, economically advantageous oil-sealed compression technologies, being best applied to inertly behaving gases such air’s 78% diatomic Nitrogen (N2), are most commonly applied to utilitarian uses.
A ‘Process’ application, on the other hand, is one where it’s all about controlling the contents of a vessel, pipeline, or chamber. What is the gas makeup inside the vessel? How much of it is in there? All means to control a chemical and/or thermodynamic reaction so that we add value to some base ingredients to convert them into a marketable product. How do I most cost effectively and deliciously turn this flour, salt, vanilla, and chocolate into a profit maximizing cookie? Now, how do I make its process repeatable and efficient a million times over?
Process Vacuum & Absolute Pressure Measurement
Because of the ingredients-based nature of “Process Vacuum”, we should always use a measurement scale of Absolute Pressure to best define the precise conditions inside the ongoing Process.
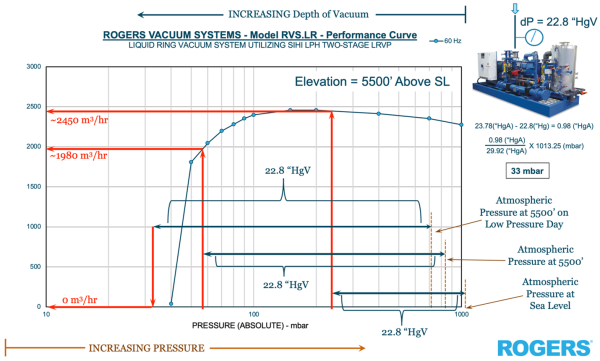
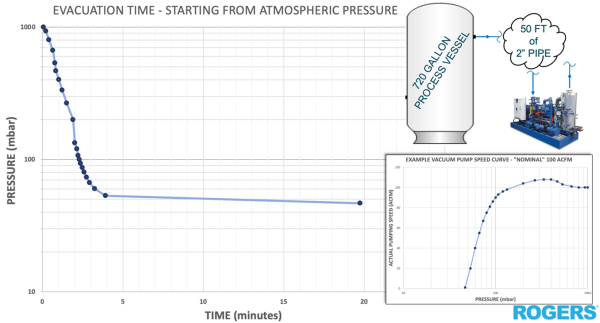
By using absolute conditions, not only are we inherently defining exactly how many molecules of whatever gas is inside the vessel via the Ideal Gas Law; we are also normalizing our specific operating conditions to the performance curve of the vacuum pump we select.
In this way, interpretation of process vacuum pump performance in applications using an absolute pressure scale is simplified relative to utility applications in that only a single variable, operating pressure, is often all that is required to get a reasonably accurate expectation for vacuum pump performance.
Click to enlarge.
Specifying Vacuum Systems to Process Applications and Defining Condensable Vapors
While the speed curve might be a bit easier to read, ‘Process Vacuum’ applications are, by in large, much more complex than their utilitarian cousins due to several factors. Two major differences include gas stream composition and vacuum pump control.
In process vacuum applications, we’re usually not just talking about compressing air with a little bit of water humidity. Instead, we are now potentially pumping any combined mixture imaginable of a huge variety of process gasses, themselves inert or reactive, and which often include condensable vapors.
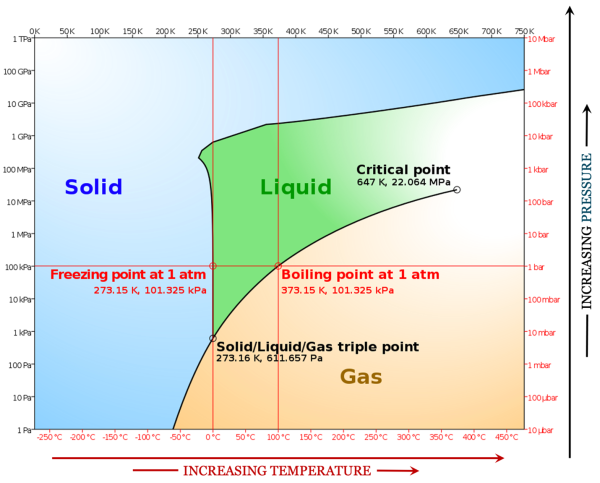
Condensable vapors are any chemical compounds which are in the gas phase while under vacuum but exist as a liquid at atmospheric pressure and room temperature. In their liquid phase, as is the case with even seemingly innocuous water (H2O), these compounds are often found to be quite aggressive chemically when infiltrating machinery.
Additionally, control of these vacuum systems is a major consideration as it is completely required that vacuum pump operation be seamlessly integrated into the end user’s overall control approach of their entire process, which usually includes a plethora of proverbial flour sifters, eggbeaters, mixers, and ovens, autoclaves, reactors, or furnaces.
Click to enlarge.
Click to enlarge.
Vacuum System Installation: Location Matters
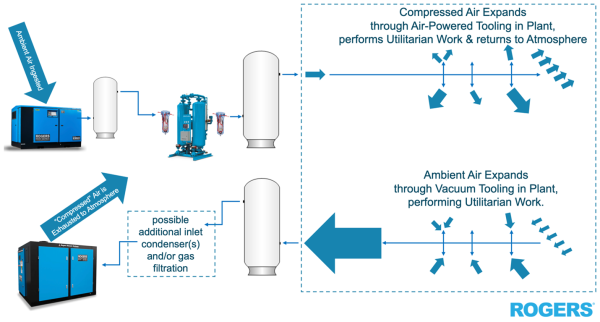
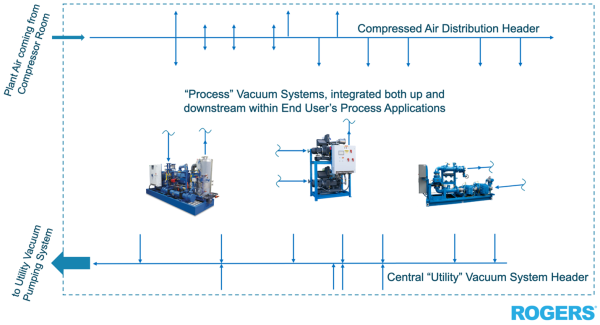
This brings us to another important difference to recognize between a utility and process vacuum system; how and where each is installed. As with a rotary screw air compressor ingesting atmosphere to supply a factory’s air tools with utilitarian compressed air power, a utility vacuum pump most commonly has the converse to the air compressor’s inlet, an open exhaust, returning the air to the world which had itself been ingested at the factory’s vacuum tooling hundreds of feet upstream.
Click to enlarge.
A process vacuum pump most probably, however, has a hard-piped connection both up and downstream of the gas compression which occurs inside. Put another way, a Utility Vacuum pump can commonly be found on the outside wall of any manufacturing facility, exhausting air pulled from the inside of the building, via the vacuum tooling, out into the atmosphere. The Process Vacuum pump is likely installed right in the heart of the building, underneath or embedded within the production machinery, itself integral to the cookie-making. Process action takes place both upstream ahead of the vacuum pump and downstream of its exhaust.
Further categorizing “Process Vacuum”, which will help in our sizing and application of vacuum systems, we find that there are two distinct kinds of processes: Batch & Continuous.
Click to enlarge.
Know Your Process: Batch vs Continuous Processes
In a “Continuous Process”, at any given time, flow of the raw materials going into a “black box process” equals exactly the flow rate of the refined products and byproducts coming out. A few, albeit crudely simplified, examples of continuous processes, are column or reflux distillation of crude oil into various products such as diesel, kerosene, gasoline & lipstick; air separation of gasses such as argon, oxygen, nitrogen & helium, or the continuous vacuum forming & drying of PVC pipe, polyurethane door & window moldings or delicious crab nuggets.
As it is inferred in a Continuous Process, the “black box” system will be operating at some reduced sub-atmospheric pressure (aka vacuum) continuously. In sizing and applying a vacuum pumping system for such application, we then need to only worry about two kinds of loads: the condensable load and the non-condensable load coming from that process.
Condensable & Non-Condensable Loads
If the operating temperature and pressure conditions of the process combined with the chemical makeup of whatever are the specific loads, also considering their respective partial pressures, allow for us to separate and drop out the condensable load as a liquid upstream of the vacuum pumping system; then we should probably seriously consider doing just that. An inlet condenser or cold trap decreases the size of the vacuum pump, sometimes considerably, while also improving vacuum pump reliability since the amount of liquid condensing in the vacuum pump or its exhaust system will be eliminated, or at least greatly reduced.
If we cannot fully eliminate the condensable load from the gas stream prior to the vacuum pump inlet, we must then size the vacuum pump for the combination of any remaining condensable load plus the non-condensable load. In doing this, we must also ensure the condensable load remains in the vapor phase within the vacuum pump, even as its pressure approaches atmospheric where it, by definition, wants to condense into a liquid.
Applying Oil-Free Vacuum Technology for Process Applications
Alternately, we also have the option of suppling and constructing the vacuum pumping system of a type and material such that the vacuum pump can reliably handle the condensable liquid within its compression chamber while exhausting the non-condensable load as a vapor into the end user’s exhaust system.
We have a number of tricks to help us accomplish any combination of the above, including directed exhaust temperature control, introduction of dry gas at various stages of compression, application of liquid-ring pumping technology, among others.
%20-no%20background%20-%20650px.png)
Batch Process: Evacuation Phase
A “Batch Process”, as you might infer by imagining the converse of its counterpart’s name, requires a bunch of starting & stopping the process and probably some sampling & quality testing at the intermediate stages along the way. Fill a vessel with the proper ratio of ingredients, heat them or cool them, shake them or stir them, react them or reduce them and move the resultant onto the next step. Clean the vessel out and start again a new batch.
The production of titanium sponge from a volatile liquid called tickle reduced through molten magnesium, electronic wafer manufacturing beginning from silica sand, and the freeze drying of Neapolitan ice cream for your next trip to the International Space Station are all examples of “Batch” processes.
As with a Continuous Process, we absolutely must still consider both the condensable and non-condensable loads of a Batch Process, taking the same approach of dropping out liquid or solid precipitate upstream of and/or setting up the vacuum pump for success by ensuring that it will safely and reliably deal with the specific gas loads as described above.
In addition to these two ‘process loads’, any Batch Process which requires a reduced gas pressure inside a vessel, pipeline or container which is alternately exposed to atmosphere or otherwise is subject to a pressure change between batches will have an additional phase of its process we call the “Evacuation” phase.
Optimizing Production Efficiency
It follows that we also must take into consideration the end user’s batch cycle time as it relates to the physical size and volume of the vessel used in each batch to maximize the overall production efficiency of the process. These factors, of course, ultimately lead to maximizing client profitability, which is essential to their continuing use of our Rogers Vacuum Systems.
If a batch of an example product, let’s say a high-grade metal reduced in a vacuum furnace, takes 54 hours under vacuum to complete, but the time to evacuate the furnace with the same vacuum pumping system sized for the process condensable and non-condensable loads takes 15 minutes; then we can likely use only one pumping system for both of the evacuation and holding phases of the process since the evacuation time only accounts for about a half a percent of the overall batch production cycle.
Let’s say, instead, that the end user’s batch requirements are a product with a much shorter cycle time and they want to bake the proverbial cookies for 12 minutes under vacuum. Imagine that it takes a reasonable 5 minutes to evacuate the oven of air after sticking the next tray inside. Under these kinds of process assumptions, we’d better either get a bigger vacuum pumping system to evacuate the oven faster, or get more ovens lined up so that we can stagger the batch cycles. After all, we don’t want our client’s justifiably expensive production staff standing around for the vacuum pump to “pull down” the vessel so they can finally start in on the next batch of cookies.
Click to enlarge.
Applying Evacuation & Holding Pumps to Batch Processes
With a little cost-benefit analysis of purchasing vacuum equipment vs. production machinery, we’ll often conclude that taking the latter approach, lining up a bunch of ovens so that we can put the existing vacuum pump to work on Oven C while Batches A & B are doing their baking, leads to overall higher production volume relative to total initial cost of machinery.
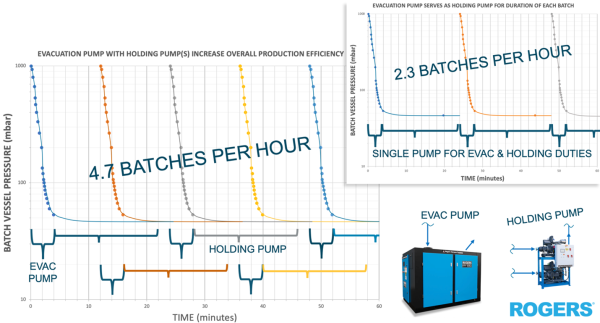
Following this tack, we’ve now created the familiar scenario where there is an “Evacuation Pump” performing the ‘hog-down’ of the process vessel with a secondary “Holding Pump” doing the job of maintaining the low pressure setpoint required by the process for the duration of the batch cycle. The Evac Pump is sized for removing the bulk gas in the vessel, reducing the pressure to some predetermined allowable setpoint over the desired period of evacuation time, prior to initiation of the primary process.
The Holding Pump is sized only for the process-specific condensable and non-condensable loads, which often require much lower pumping capacity relative to the Evac Pump, particularly for short duration batch cycles with larger holding vessels. It is also somewhat common for the Holding Pump to be capable of operating at lower pressures, aka deeper in vacuum, picking up where the Evac Pump starts each batch off.
Click to enlarge.
At the beginning of each batch, a leak check is performed to ensure that the non-condensable leak load will remain low enough that the Holding Pump will be able to do its job maintaining the low pressure setpoint for the entire batch cycle. Interconnected piping and valves, operated by the Process’s central control system, hand-off vacuum duty from Evac Pump to Holding Pump once the transition setpoint is reached.
Within Process Vacuum applications, the Evacuation duty often looks a lot like a Utility Application, since the predominate gas being evacuated is commonly air. It’s quite possible to therefore see an oil-sealed vacuum pump applied as an Evac pump, even in a scenario where there might be process gasses during the “process phase” of the overall application, to which a process compatible Holding vacuum pump or system would be applied.
If the product being produced allows for it, dialing in a Continuous Process can certainly result in higher production efficiency through time; though it is often desired or required to use Batch Processes for reasons concerning product quality or other production limitations and considerations.

Oooh…. gotta go. The oven timer in the kitchen is buzzing and the next Batch is done. Milky cheers to the final phase of this particular process… the tastiest one. Thanks again for the pointers, Grammy.
For more information or any questions, call the Rogers Machinery Company at (503)-639-0808 or visit the custom engineered solutions page at www.rogers-machinery.com.
For similar articles on Industrial Vacuum, visit https://www.blowervacuumbestpractices.com/technology/rough-vac.
Visit our Webinar Archives to listen to expert presentations on Industrial Vacuum Technology at https://www.blowervacuumbestpractices.com/magazine/webinars.



