You have your equipment, everything is set up and ready to run, but what about your lubricants? Too often, lubricants receive little attention with respect to their use in rotating equipment. Even the most reliable cars in the world will encounter problems on a short commute if the wrong transmission fluid is used during a flush. The same is true with your Positive Displacement (PD) blower or vacuum booster that operates around the clock. In our experience, approximately 80% of all bearing and gear failures are the result of improper lubrication.

Shown is an example of gear failure from improper lubrication.
PD rotary lobe blower and vacuum booster oil should be considered as important as any of the machine’s other primary components. It is absolutely essential for smooth, efficient machine operation, and the correct oil will easily pay for itself in savings and convenience.
In this two-part article series, we review the purpose of blower and vacuum booster lubrication. We also discuss oil specifications, exploring what they mean and offering insights for selecting the most beneficial oil.
More to Lubricant than Meets the Eye
For now and the foreseeable future, bearings, gears and oil lubrication are at the heart of rotating equipment. But is correct oil specification really that critical? Isn’t oil just a lubricant? It turns out, there’s much more to the story.
Of course, the most evident function of oil is to provide lubrication at the interfaces between sliding surfaces. By introducing a thin film between moving components, such as meshing gear teeth, contact is minimized or even eliminated, and the coefficient of kinetic friction is dramatically reduced. This results in less component wear, less frictional heating, and longer asset life.
Where there is oxygen, corrosion is likely to be found. Oftentimes, copper and iron surfaces act as catalysts for corrosion at temperatures above 200°F, accelerating the corrosion process further. The key is to prevent oxygen and water from contacting corrosion-prone components with a film of oil containing the right barrier-forming additives. When oil is specified incorrectly, components may not be protected properly during or between operation cycles, exposing components to corrosive damage.
Cooling is another crucial function of oil. Most of the heat generated by a positive displacement rotary lobe blower is the result of gas compression as it exits the discharge into a high-pressure region. Some of this heat is carried away with the gas as it is pumped, while some of it is transferred into the blower housing, ports, and end plates via conduction. Since oil can transport heat five to 10 times more effectively than air, the blower oil sumps are able to move just a small amount of this heat from the end plate to the inside surfaces of the oil covers, and eventually into the ambient air by free convection using the oil as a transportation mechanism. Most importantly, the oil transfers the heat away from dynamic contacting parts, protecting them from thermal damage.
In applications where lip or mechanical face seals are used, oil also serves both as a lubricant and sealant between rotating and stationary parts of the seal. As the oil is drawn into the space between the seal rotor and stator by a combination of the capillary action and drag, it augments the seal’s ability to do its job without blistering or cracking. Without proper lubrication, seals quickly fail due to the extreme temperature that develops where the rotor and stator meet.
Eliminate the Mystery of Specifications
More than any other item, operators and end-users inquire most about the International Standards Organization (ISO) viscosity grade of the oil they should be using to service their blowers and vacuum boosters.
In many cases, no consideration is given to any of the hundreds of other physical or chemical properties and designations of an oil. Imagine the scenario where you call every automobile dealership in town in search of the cheapest, new vehicle with candy apple red paint. Paint color matters, but is the paint or the price really the most important thing about a vehicle? What about the number of seats, the power under the hood, the safety features, or the reliability ratings? Shopping for a vehicle based on paint and price is like shopping for oil based on ISO viscosity grade and price.
ISO viscosity grade is important but it is a single line on a new car window sticker. It would be essential to read and understand the entirety of the window sticker so you don’t end up purchasing a candy apple red compact car when you needed a heavy-duty pickup truck. It’s why it’s beneficial for decision-makers to possess knowledge of the following important, but less understood, specifications and properties of lubricating oils:
Blower & Vacuum Technology Monthly e-NewsletterEnergy Conservation Measures are identified in aeration blower, industrial blower and industrial vacuum systems with case studies and technical articles from leading engineering firms, consultants and equipment OEMs. |
API Group Base Oils
The foundation of any oil is the base stock from which it is derived. The quality of a base stock is a measure of purity and uniformity.
For example, a base stock with some long hydrocarbon chains and some short hydrocarbon chains is considered to be less pure than one almost entirely comprised of long ones. The presence of impurities such as aromatics, sulfur, and nitrogen compounds often compromises the oil’s physical and chemical properties and leads to a low quality, underperforming lubricant.
It’s why some lubricants are formulated from superior quality, full synthetic polyalphaolefin (PAO) stock. This makes their primary constituent an American Petroleum Institute (API) Group IV base stock, differentiating it categorically from the mineral oils in API Groups I through III, which are refined directly from crude oil.
Additionally, some lubricants made from full synthetic PAO stock are synthesized in an ethylene oligomerization process to produce ultra-high purity oligomers with minimal branching. The result is a lubricant that exhibits excellent oxidative stability, an extremely low pour point, and a very flat viscosity curve. For the equipment operator, this means excellent resistance to breakdown at high temperatures, exceptional flow at low temperatures, and more consistent lubrication across the entire spectrum of operating temperatures. (See Table 1).
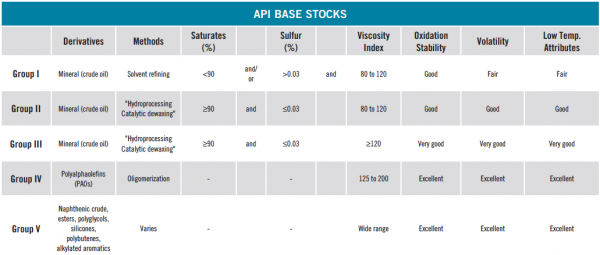
Table 1: API base stock group comparisons. Click here to enlarge.
Viscosity
Two viscosity values are often used to convey the thickness of a fluid: absolute, or dynamic, viscosity and kinematic viscosity. Absolute viscosity is related to the measure of the force required to move an object through the fluid and is solely a function of the fluid’s internal friction. Kinematic viscosity is related to the resistance of the fluid to flow under its own weight.
Since weight is directly proportional to density, the kinematic viscosity is dependent on both internal friction and fluid density. This can best be illustrated by comparing both types of viscosity for water and mercury at a given temperature. Interestingly, the absolute viscosity of water is only 64% of that for mercury, but the kinematic viscosity of water is 870% of that for mercury. This means that it takes around two thirds the force to move an object through water when compared to mercury, but mercury will flow 8.7 times faster under its own weight.
Because of the simplicity of measurement, the kinematic viscosity at 40°C (KV 40) is almost always used to compare lubricating oils. This value, in units of centiStokes (cSt), is placed into one of the viscosity ranges determined by the International Organization for Standardization in ISO 3448. Each of these viscosity ranges is designated as a Viscosity Grade or ISO VG.
Viscosity Index
Personal experience tells us maple syrup flows significantly better at room temperature than straight out of the refrigerator. This is due to viscosity’s dependence on temperature. Some oils fall into the range of 100 to 320 ISO VG, for instance, but the ISO VG is, quite literally, a single data point on the curve relating kinematic viscosity to temperature. Unless a given PD blower always operates at 40°C, this number is somewhat meaningless without consideration of the rest of the temperature-viscosity curve.
For example, if the oil in a particular blower generally operates at 100°C, then another fluid property, namely the Viscosity Index (VI), should receive attention. This value is a characterization of the amount of dependence the viscosity has on changing temperature. A higher VI is usually desirable since this means the oil will maintain its thickness better at temperatures above 40°C and will better resist thickening at temperatures below 40°C. Some full synthetic oils exhibit extremely high VIs, positioning them above all mineral oils, blends, and synthetic blends. For the operator or owner, this makes colder startups and higher running temperatures possible without sacrificing protection for critical internal components (See Figure 1).
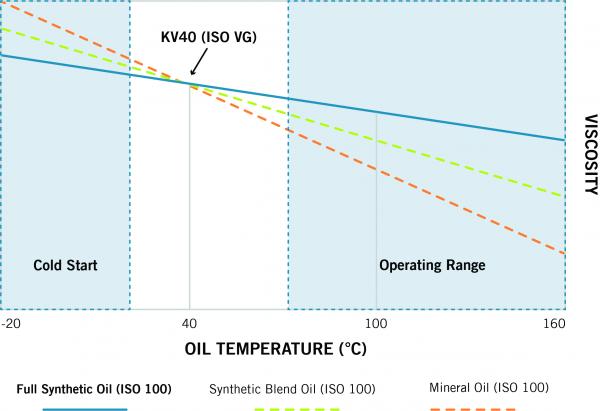
Figure 1: Shown is a comparison of oils with different viscosity properties (full synthetic, synthetic blend, and mineral oil).
Additives Formulation
The formulation and preparation of a lubricant additive package is similar to baking. A good baker would not add the butter to a pie crust after it was baked and expect the result to be successful. Introducing additives after the lubricant is already in use is less effective than using a lubricant that is correctly formulated from the beginning. Similarly, a good baker would never triple the amount of butter in the pie crust in an attempt to guarantee it will not stick to the pie tin. The ratio and timing of the ingredients in a good recipe is a delicate balance between flavor, chemistry, and physics. The same concepts apply to lubricant formulation.
For example, surface-active additives such as rust inhibitors and anti-wear additives, must compete for space on the metal surfaces in the oil sumps. In some cases, one type of additive may work to deactivate another type. At some point, adding more of one additive or the other will become a detriment to the performance of the oil and equipment rather than an enhancement. The goal of a highly engineered additive package is to find the optimal balance of the correct additives which target the precise needs of a given application. Some oils are formulated specifically for a particular brand of equipment in order to achieve this balance and substitutions should not be used.
Air Compressor Lubrication & Maintenance - Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
The Right Decision Pays Dividends
PD rotary blower and vacuum booster oil functions as a lubricant, protectant, sealant, and coolant. Given that some oil specifications are misunderstood or misapplied, while others are often overlooked completely, it’s important for all specifications to be taken into consideration when determining appropriate oil usage. Making the right decision will not only provide protection but also contribute optimal equipment performance and longevity.
The next article in this series will discuss critical lubricated components and how can you most effectively protect them. It will also look at oil temperatures, oil delivery methods, and what to know about useful oil life and how to maximize it.
About MD-Kinney
The MD-Kinney company name was derived to place a focus on our well-known and reputable legacy brands once again: M-D Pneumatics blowers and Kinney vacuum pumps and boosters. While the name on our building may have changed, the people, products, and service remain the same, allowing MD-Kinney to continue as a leader in the design and manufacture of high performance, reliable positive displacement blowers, mechanical vacuum pumps, vacuum boosters, and engineered systems. The M-D Pneumatics and Kinney brands have a 100+ year history of providing long-lasting quality products and reliability to the industrial markets, but our most valuable asset resides in our knowledgeable co-workers and MD-Kinney representatives who manufacture, service, and build strong relationships with you, our customers.
All photos courtesy of MD-Kinney.
To read more about rough vacuum, please visit https://www.blowervacuumbestpractices.com/technology/rough-vac



