By Tie Duan, E.W. Klein & Co.
07/29/2022
The basic function of vacuum degassing is to remove the vaporized gas and moisture from the extruded material. During the extrusion process, as raw materials melt under heat and pressure inside the extruder. The polymer chains and chemical compositions are going through changes, and a variety of gases are released.
While most of the vapor removed from an extrusion process under vacuum is water, in certain situations some harmful chemicals are also released. For example, vinyl chloride monomer can be a damaging monomer released from PVC extrusion, and if mixed with water it can become a corrosive agent. Hydrogen cyanide can be released from nylon extrusion, which is a carcinogen. When designing a vacuum system for an extrusion process, it is important to consider the effect of process off-gassing on the pump’s material of construction, as well as the disposal of the removed gases and vapors.
If insufficient vacuum is applied in a process, gas and vapor can be trapped in pockets in the plastic melt as it’s being pushed through the final compression zone of the extruder, resulting in visual defects of the finished plastic parts. These can be air bubbles in injection-molded parts, voids in plastic pellets, and a host of visual defects in plastic sheets or films.
Another damaging effect of not sufficiently removing moisture by vacuum is advanced polymer degradation through hydrolysis. Although plastic products appear to be solid pieces to our naked eyes, on the microscopic level they can be visualized as a mess of entangled and crosslinked spaghetti noodles, or polymer chains. These entangled and crosslinked polymer chains is what gives a plastic product its physical properties: rigidity, ductility, impact resistance, flexibility, etc.
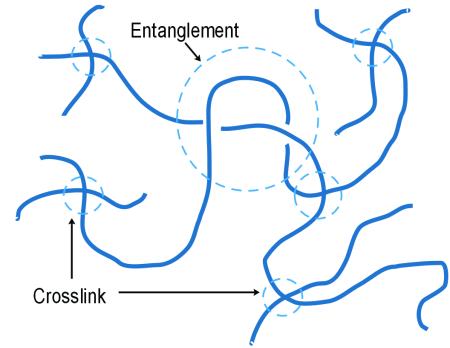
The entanglement and crosslink of polymer chains.
Hydrolysis is the process in which polymers are broken down into monomers when water molecule is introduced. It essentially breaks a long polymer chain to smaller chains, therefore reducing its ability to entangle and crosslink with other polymer chains. This phenomenon reduces a plastic product’s physical properties, makes it more brittle, less flexible, or less impact resistant.
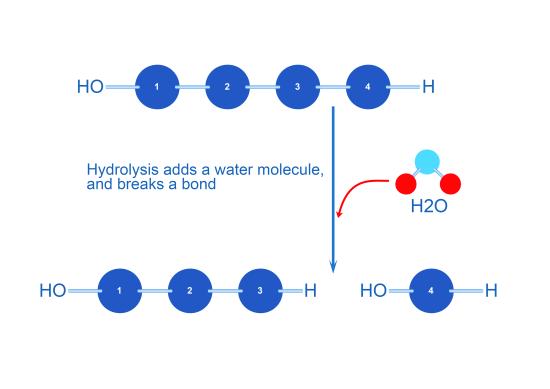
Hydrolysis breaks down a polymer Chain.
Hydrolysis can happen to certain thermoplastics during the extrusion process. Polyester, for example, is vulnerable to hydrolysis, which is why PET film extrusion operations would normally require large pre-drying systems to remove moisture from resin pellets before extrusion. There have been some innovations in Europe and Asia where vacuum is applied to the extruder to remove moisture without pre-drying the raw material. These innovations have also made their way into the U.S. market in recent years.
Vacuum Solutions Able to Manage Process Carry-Over
Because of their incredible tolerance of process carry-overs, liquid ring vacuum pumps have been the predominate technology used in this application. These pumps’ internal design and operating principle allows reasonable amount of particulate, liquid, and vapor to pass through without causing pump failure. However, with aggressive filtration, separation, and condensation, dry vacuum technologies, such as claw pumps, can also be used in this application. While claw pumps have the advantage of not producing contaminated water that requires proper disposal, it is critical that process carry-overs are sufficiently removed before the pump, or the risk of pump failure can be high. This can also translate to higher maintenance cost and reduced reliability compared to liquid ring vacuum pump.
The most common issue with this vacuum application is process carry-over clogging up the pump.
Solution: use vacuum filters to remove particulates and liquids, or vapor condensing separators to remove vapors. In certain situations, we have recommended using both as a two-stage system to remove as much process carry-over as possible.
Vapor condensing separators are a double-walled variant of the simple vacuum inlet filter. Cooling fluid is circulating in between the double walls, condensing incoming vapors, and dropping them out of the air stream. Manual discharging of condensed liquid is needed to prevent overflow and slugging liquid into the pump. For condensed liquid that flows easily, an automatic draining kit can be installed to replace manual discharging.
Plastic Profile Calibration
In profile extrusion, plastic melt is extruded into a set of profile calibrators where cooling water and vacuum are applied simultaneously to the plastic to cool and form it into desired product shape. In this application, liquid ring vacuum pumps are the preferred choice in vacuum technologies. The large amount of water that gets sucked into the vacuum pump presents a significant challenge for any dry or oil lubricated vacuum pumps.
The typical vacuum issue one would see in profile extrusion is early pump failure due to flooded pump at startup. Vacuum pumps are frequently installed at the bottom of the profile calibrator’s water bath, where the pumps are discharging upwards into the tank or the calibrators. When the extrusion line shuts down, water can rush back into the pumps, flooding it for the next start up. When the pump starts up again, it will try to compress the incompressible fluid until extra water is discharged. This will cause excess stress on the pump’s rotor blades and early failure.
Solution: Add a check valve at the discharge and a drain line with a solenoid at the centerline of the pump so when the pump shuts down, excess water can be drained out.
Another option we recommend is a liquid ring vacuum pump variant that can easily handle the excess water. Internal modification to a Nash SX pump can turn a standard unit into a Water Handler variant, which can tolerate up to 10 times that of normal seal water flow while maintaining operating vacuum level.
Wire/Fiber Dewatering
In wire extrusion and some fiber extrusion, the insulated wires and extruded fibers need to have the surface water removed after they emerge from the water bath. This can be done using vacuum or positive pressure. In the case of using vacuum, liquid ring vacuum pumps are frequently used because of its tolerance of incoming process water. However, it can be susceptible to low water quality in the bath and slugging of water due to inconsistent flow of water from the process or incorrect piping configurations. Dry vacuum pumps have been used in this application with some success, but they require aggressive inlet filtration/separation and regimented filter/separator cleaning/draining schedule.
The key is to either ensure the water coming off the extruded wire or fiber is removed before the vacuum pump, or the vacuum system is designed to tolerate this water. This setup in the diagram below allows the water to be sucked into a liquid ring vacuum pump recirculation system after the front-end filter removes larger debris in the water. This setup would result in constant draining from the system’s overflow because the water being pulled off the product ends up in the vacuum system.
Positive pressure solutions can also be applied. Air knives can be a cost-effective and low maintenance solution. However, it is important to consider the cost of compressed air usage when evaluating an air knife. A common alternative to compressed air usage is a dedicated regenerative blower for the air knife.
Thermoforming
In thermoforming operations, plastic sheet or film is first heated, then vacuum is used to force the softened plastic sheet/film into a mold, where it is cooled and formed into the shape of the mold. Unlike the previous applications, where the process carry-over can dictate the vacuum selection, in this application, many vacuum technologies can be used:
- Regenerative blower. These low-cost blowers can be used as vacuum for forming thin plastic films into products without deep vacuum draw. It is important to install inlet vacuum relief valves on these blowers to prevent operating at deeper vacuum level than designed. Running at deeper than designed max vacuum level can cause blower overheating and failure.
- Claw pump. This dry vacuum pump is a common choice for thermoforming. A single stage claw pump can easily reach 25 in-HgV, enough vacuum to form products such as clam shell or blister packs from PET sheet. These pumps are easy to maintain and provides a relatively clean operating environment. Vacuum relief valves to limit vacuum level are also recommended for this pump in thermoforming.
- Oil-less rotary vane pump. This type of pump is also commonly used for thermoforming. With similar vacuum performance as the claw pump, they tend to have higher cost of ownership due to frequent vane replacements.
- Oil-lubricated rotary vane pump. These pumps are often used for forming products using thicker plastic sheets and/or have deeper draw, because these pumps can reach deeper vacuum level than single stage claw or oil-less rotary vane pumps. However, the constant misting of oil from its exhaust can cause a housekeeping nightmare. Frequent oil change and vane replacement can increase cost of ownership over time.
- Liquid ring vacuum pump. While LRVP can be used for thermoforming, as their ultimate vacuum can easily cover the operating levels needed for many product shapes, they are often recommended as a central vacuum system, because its installation requires utilities such as city water and chilled water.
Material Conveying
Transferring large quantity of plastic pellets, flakes and powder are often done using pneumatic conveying. Pneumatic conveying can be done either using vacuum or positive pressure. In the case of using vacuum, it is typically no deeper than 10 to 15 in-Hg. The CFM sizing of the vacuum pump depends on a wide range of parameters, such as the type of material conveyed, size and shape of the particles, distance of conveying, piping sizing, number of elbows in piping, material transfer rate, etc. The pneumatic material conveying system design is a science and art of its own.
Focusing just on the component level, the vacuum pump can have a couple of common causes of failure:
- Lack of proper filtration before the pump allowing dust and particle get into the pump.
- Lack of properly set vacuum relief valve, causing pump to overheat running at deeper vacuum than designed.
- Frequent start and stop of the pump motor based on vacuum conveying demand, resulting in burning up the motor. This can be solved by installing a vacuum breaker valve that toggles between atmosphere and process piping based on conveying demand, while keeping the pump motor running.
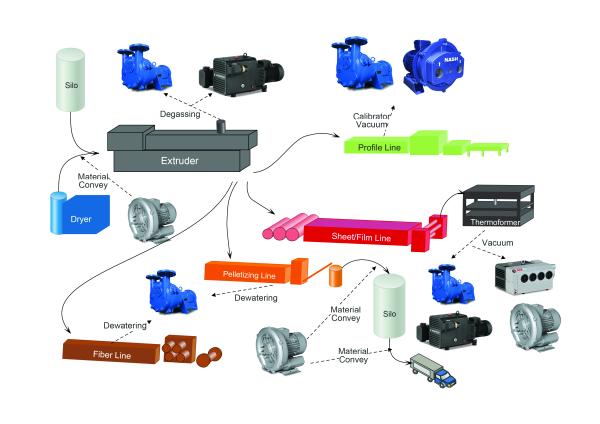
The different applications of vacuum in a plastics operation. Image credit: Gardner Denver Nash
Vacuum can be found in many different applications in the extrusion process, but a firm understanding of the limitations of each vacuum technology and a good grasp of the principals of vacuum is required to make the best choice.
|
E.W. Klein Industrial Vacuum Workshop at Best Practices 2022 EXPO & ConferenceE.W. Klein & Co., a vacuum, heat transfer and industrial equipment supplier with over 101 years of expertise serving the Southeastern U.S., will conduct an industrial vacuum workshop at the Best Practices 2022 EXPO & Conference, taking place October 4-6, 2022 at the Cobb Galleria Centre in Atlanta, GA. Led by the E.W. Klein team of vacuum application specialists, the workshop is exclusively available to manufacturing plant and engineering firm personnel involved with maintenance, production and engineering. Various major vacuum technologies will be covered in-depth including operating principles, design conditions, maintenance, and troubleshooting. Tailored to interest and sign-ups, industry-specific sessions will take place including: plastics, paper, carpet, chemical and poultry. The Best Practices 2022 EXPO & Conference is devoted exclusively to optimizing and maintaining on-site utilities powering modern plant automation including chilled water, vacuum, compressed air, blowers, pneumatics, motors, and instrumentation. The EXPO features over 70 exhibitors (and counting), eight brand neutral conference session hours (certificates for 12 PDH), product training, Compressed Air Challenge Level 1 Fundamentals of Compressed Air Systems Training, and the Certified Compressed Air System Specialist exams from the Compressed Air & Gas Institute. To reserve your seat in the workshop contact Tie Duan tie@ewklein.com with E.W. Klein. Best Practices 2022 EXPO & Conference is an event devoted exclusively to optimizing and maintaining on-site utilities powering modern plant automation. The event is produced for the important reader segments of the Best Practices Magazines – the engineering firms, manufacturing plants and equipment companies responsible for specifying, purchasing, operating, maintaining, selling and servicing industrial equipment. For more information on the Best Practices 2022 EXPO & Conference, please visit cabpexpo.com. |
About the Author
Tie Duan is the Solutions Sales Engineer at E.W. Klein & Co. Email: tie@ewklein.com, tel: 478-508-2017. For more information about E.W. Klein and the great companies we represent, please visit www.ewklein.com.
For similar articles on Industrial Vacuum in Plastics Applications, visit https://www.blowervacuumbestpractices.com/industries/plastics.
Visit our Webinar Archives to listen to expert presentations on Industrial Vacuum Technology at https://www.blowervacuumbestpractices.com/magazine/webinars.



